P. DOWNEY AND ASSOCIATES
INDEPENDENT TECHNICAL REPORT
on the
NorthMet Project
Located in N-E Minnesota, USA, near the town of Babbitt
Technical Update of the NorthMet Project Incorporating the
established Cliffs-Erie crushing/milling/concentration facilities with
the Hydrometallurgical processes described in the May 2001
Pre-feasibility study.
for
POLYMET MINING INC.
PATRICK G. DOWNEY, P.ENG
P. DOWNEY AND ASSOCIATES
July 2004
1
Table of Contents
| 1. | Title Page |
| 2. | Table of Contents |
| 3. | Summary |
| 4. | Introduction and Terms of Reference |
| 5. | Disclaimer |
| 6. | Property description and Location |
| 7. | Accessibility, Climate, Local Resources, Infrastructure & Physiography |
| 8. | History |
| 9. | Geological setting |
| 10. | Deposit Types |
| 11. | Mineralization |
| 12. | Exploration |
| 13. | Drilling |
| 14. | Sampling Method and Approach |
| 15. | Sample Preparation, Analysis and Approach |
| 16. | Data Verification |
| 17. | Adjacent Properties |
| 18. | Mineral Processing and Metallurgical Testing |
| 19. | Mineral Resource and Mineral Reserve Estimates |
| 20. | Other Relevant Data and Information |
| 21. | Interpretation and Conclusions |
| 22. | Recommendations |
| 23. | References |
| 24. | Date |
| 25. | Additional Requirements for Technical Reports on Development Properties and Production Properties |
| 26. | Illustrations |
| Appendix I | Mining- Independent Mining Consultant update report May 2003 |
| Appendix II | Penguin Automated Systems Inc. - update report on capital and |
| operating costs for process plant and infrastructure; using the Cliffs- | |
| Erie plant | |
2
GLOSSARY OF TERMS
| Au | Gold |
| Co | Cobalt |
| Corps | United States Army Corps of Engineers |
| Cu | Copper |
| Definition Study Estimate | Early Estimate of Capital and Operating Costs |
| DNR | The Minnesota Department of Natural Resources |
| EIS | Environmental Impact Statement |
| Fleck | Fleck Resources |
| G & A | General and Administrative |
| IMC | Independent Mining Consultants Inc. of Tucson |
| IPGMT | International PGM Technologies Ltd. |
| Lakefield | Lakefield Research Limited |
| NRRI | Minnesota Natural Resources Research Institute |
| NaHS | Sodium Hydrosulphide |
| Ni | Nickel |
| North | North Limited |
| NSR | Net Smelter Return |
| PASI | Penguin Automated Systems Inc. |
| PCA | Pollution Control Agency of Minnesota |
| PGM | Platinum Group Metals |
| PlatSol™ Process | Patented Pressure Oxidation Leach Process |
| PolyMet | PolyMet Mining Corp. |
| RC | Reverse Circulation Drilling |
| Rio Tinto | Rio Tinto Limited |
| SO2 | Sulphur Dioxide |
| SRK | SRK Consulting |
| SX-EW | Solvent Extraction and Electro-Winning |
| The Company | PolyMet Mining Corp. |
| The Project | NorthMet Project |
| USX | US Steel |
3
| 3. | Summary PolyMet Mining Corporation ("PolyMet") is currently reviewing development options for their wholly owned NorthMet project located in St. Louis County, Minnesota. The NorthMet Project (the "Project") is a large, polymetallic disseminated magmatic sulphide deposit containing copper, nickel, palladium, platinum, cobalt, gold and silver. It is located in northern Minnesota, USA, close to the Canadian border in the Duluth Complex (the world´s fourth largest layered mafic intrusive complex) and is approximately ten kilometers from large LTV Steel's Mine (now called "Cliffs-Erie") iron ore mill/concentrator with its established infrastructure. The Duluth Complex is a similar geologic setting to the very large Ni-Co-PGM Noril'sk deposit in Russia. NorthMet is one of the largest undeveloped nonferrous metals projects in North America. The geological resource at a 0.2% copper cut-off amounts to greater than 900 million tons containing low grades of copper, nickel, cobalt, platinum group metals ("PGM's"), silver and gold. The NorthMet deposit was originally targeted for copper and nickel values. With low grades and poor quality concentrates, NorthMet and other neighbouring deposits remained undeveloped. The key to advancing the NorthMet project was the development of a propriety hydrometallurgical process for the treatment of a bulk concentrate on site. This single step process, now trademarked as the PlatSol™ Process, has the advantage of extracting the PGM's in addition to the base metals. After dissolution of the metals in the PlatSol™ Process step of the process, they can then be individually extracted on site -thereby avoiding dependence on off-site smelters. A successful pilot plant using the PlatSol™ Process on NorthMet ores was completed at Lakefield Research in 2000. An independent Pre-feasibility study was subsequently completed in April 2001 under the supervision of Independent Mining Consultants ("IMC") of Tuscon, Arizona with input from several international consulting firms including AMEC Mining and Metals ("Amec"). This study, for a 50,000 tonnes per day ("tpd") mine, demonstrated unacceptable project economics due to low mined grades and high capital costs. Subsequently, due to funding restraints, PolyMet was not able to optimize the study. The reader is requested to refer to the PolyMet Pre-feasibility study of April 2001 which can be found on the SEDAR website. In March 2003, new management took over PolyMet to complete optimization work and to study ways of improving project economics. A new technical program, supervised by the author, and a project execution strategy was completed in July 2003. Recommendations included:
|
4
This rework of the Pre-feasibility material indicated that a technically simpler project, with lower daily tonnage, higher grades and considerably lower up front capital could result in a viable economic project. PolyMet subsequently completed an option agreement with Cleveland Cliffs Inc. to acquire key buildings, land and equipment from the recently closed Cliffs-Erie mill/concentrator. |
Figure 3.1 - Aerial photograph of the Cliffs-Erie facilities:
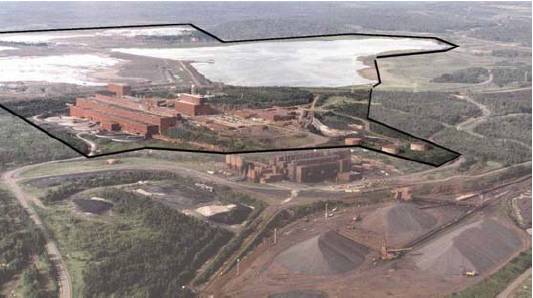
The area within the black line has been optioned by PolyMet
Cliffs-Erie was built in 1955 and processed 100,000 tpd of taconite ore prior to closure in 2000.
This report deals mainly with the option agreement dated February 16, 2004 whereby PolyMet has the right to acquire certain key assets of the Cliffs-Erie process plant and infrastructure (outlined in the above photograph) which are located within 10 km of PolyMet's proposed open pit. The focus of this report is on the integration of the established Cliffs-Erie infrastructure plus existing crushing, milling and flotation circuits with a new hydrometallurgical plant for on site metal recovery. In addition certain process simplifications have been made to the 2001 Pre-Feasibility. The 2001 study was based on producing nickel and cobalt metal. The current flowsheet is based on production of separate nickel metal hydroxides and PGM hydroxides, thereby greatly simplifying the process circuit.
No new work has been done on geology, exploration or resource definition. However certain relevant sections of the 2001 PolyMet Pre-feasibility study have been included for ease of reference.
5
Re-use of this "brownfields" facility and its established infrastructure could, by current estimate, enable (fully loaded) capital cost savings of approximately US$196 million, based on the figures produced for the 2001 Pre-Feasibility Study. The elimination of the circuits to produce nickel metal and a cobalt salt on site could also reduce up-front capital by approximately $60 million and use of a mining contractor could reduce the preproduction capital by approximately $95 million in capital costs based on the 2001 Pre-feasibility. Together these approaches should reduce technical risk and financial exposure. The scoping level capital required for an initial 25,000 tpd operation is estimated to be US$235 million with an expected accuracy range of +30%/-20%. The capital costs were completed by Penguin Automated Systems Inc. ("PASI") for the mill and infrastructure which were supervised and reviewed by the author. The mining capital costs are based on the original Pre-Feasibility study completed by IMC and updated to reflect a smaller tonnage throughput and contract mining.
The estimated operating cost is US$ 10.44/tonne of ore based on first quarter 2004 dollars. These costs reflect the current mine plan with mining by contractor. The costs also reflect the simplified flowsheet and current power costs for the Cliffs-Erie facility. A contingency of 5% has also been included. The operating costs exclude the selling costs, shipping and smelting costs associated with the products.
The scoping study is based on measured indicated and inferred resources that are considered too speculative geologically to have economic considerations applied to them that would enable them to be categorized as mineral reserves. Therefore there is no certainty that the results produced by this scoping study will be realized.
The results of this scoping study do indicate that the NorthMet project, integrated with the existing Cliffs-Erie, facilities, shows sufficient potential to be carried forward into the next phase of engineering, a feasibility study. The purpose of the feasibility will be to examine further all aspects of the project and establish with greater accuracy its technical and economic viability.
This conclusion is based on the resource data and order-of-magnitude capital and operating costs presented in this study.
6
| 4. | Introduction and Terms of Reference The author was initially retained in 2000-2001 by PolyMet to review the pre-feasibility study completed for PolyMet in April 2001 and conduct a technical audit of process and infrastructure matters on behalf of PolyMet at that time. The author has therefore been intimately involved with the project with particular reference to process development of the new PlatSol™ Process, the mining program and the infrastructure required for the initial planned development. No further technical work was conducted on the NorthMet project between the completion of the 2001 Pre-feasibility and this report. The author was retained by PolyMet in 2001 to conduct a technical audit of the processing aspects of the Pre-feasibility study and visited the project site at that time. The PlatSol™ Process was developed at Lakefield Research, Ontario, under the supervision of Messrs O'Kane, Dreisinger, Fleming and Feron; who subsequently became the patent holders of PlatSol™. Amec (formerly Agra Simons - Mining & Metals group) of Vancouver, B.C., was the company responsible for developing the engineering parameters of the process as well as infrastructure aspects for the 2001 Pre-feasibility study. Ore resource calculations, mine plan and mine capital and operating costs were completed by IMC. PolyMet subsequently retained the author in May 2003 to conduct an assessment of the project whereby the infrastructure, material transport, crushing, milling and flotation elements of the original Amec study were to be replaced by the established Cliffs-Erie plant and infrastructure. The author either directly produced the new project data or supervised the work of other specialists. The results of this technical program are contained in this interim report. IMC was also retained in May 2003 to re-examine their resource data base, established for the 2001 Pre-feasibility study, and requested to produce a new mine model for a reduced production rate. This work is included as Appendix I. A scoping study by PASI was completed in April 2004 and is included as Appendix II to this report. The PASI study integrated the existing front end of the Cliffs-Erie plant and infrastructure with new hydrometallurgical plant at the Cliffs-Erie site. Capital and operating costs were updated to March 2004. |
7
| 5. | Disclaimer Amec was the company responsible for developing the engineering parameters of the process as well as infrastructure aspects for the 2001 Pre-feasibility study. Ore resource calculations, mine plan and mine capital and operating costs, were completed by IMC. A scoping study by PASI was completed in April 2004 and is included as Appendix II to this report. The author visited the NorthMet site in 2001 as part of his responsibility in completing an audit review of the process and infrastructure work conducted by Amec Engineering Co. The costs reported here have been updated to March 2004. In the recalculation of mineable grade, IMC used operating costs prepared by P. Downey and Associates but did not factor in the improved capital costs in terms of determining mineable tonnage. The author has relied on the data that was made available to him by, Lakefield Research, AMEC, IMC, PASI, the 2001 Pre-feasibility Study, and does not take any responsible for any errors or omissions. Reports that contain information relevant to this report are listed in item 23. The material supplied and that in the public domain, combined with personal knowledge-observations were sufficient to allow a comprehensive examination of the NorthMet Project. P. Downey and Associates has no propriety interest in the technology described here and does not own any equity stake in PolyMet. |
8
| 6. | Property Description and Location |
| 6.1 | Areas and location The NorthMet project is located in northern Minnesota, USA, close to the Canadian border, in the Duluth Complex. See Figure 6-1. The NorthMet Project is located in the Great Lakes region of North America, near the town of Babbitt, Northern Minnesota, USA. The area is approximately 65 km from the Canadian border and 75 miles from a bulk materials dock on Lake Superior. Materials and supplies may be brought in by an extensive rail and road network accessing destinations across North America. The proposed NorthMet open pit lies immediately south of the mined out Cliffs-Erie taconite iron ore open pits and about 10 km to the N-S-E of the Cliffs-Erie plant. The Minnesota Iron Range extends for approximately 200 km, east to west, and the iron formations dip gently to the south at about 5 degrees. At the eastern end of the range, south of the town of Babbitt, there are certain magmatic deposits which overlie the iron formations. The deposits are low grade and polymetallic- typically 0.4% copper; 0.12% nickel; 0.05 grams per tonne (g/t) gold; 0.08 g/t platinum and 0.36 g/t palladium. |
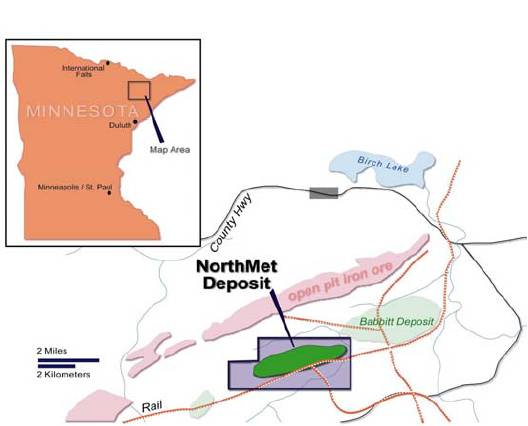
Figure 6.1 - Location of NorthMet Project
9
| 6.2 | Ownership The underlying mineral rights are owned by US Steel Corp and a 3% NSR royalty applies to production from the project. Most of the surface land is controlled by the US Forestry Service ("USFS"). The rights to the project are held by PolyMet's US subsidiary, PolyMet Mining Inc. In 1989, PolyMet (as Fleck Resources) acquired a twenty year renewable lease for the mineral rights to the NorthMet deposit from USX-see Figure 6.2. The lease is subject to a yearly lease payment before production and then to a 3 to 5% sliding scale Net Smelter Return royalty based on the value of the ore. The lease payments prior to production are considered advance royalties and will be credited to the production royalty. The USFS acquired the surface rights to the NorthMet property from USX in the 1930's and, at present, the USFS remains the surface rights owner of most of the NorthMet property. USX retained the mineral rights and the right to explore and mine on the site. As a result of this retention, while the USFS is the surface rights owner for most of the NorthMet Property, they cannot prohibit mining on the site. LTV Steel Mining Company/Cliffs Erie Mining Company owns portions of sections 10, 11 and 12 near their private railroad. However, it may be beneficial for the Project to enter into land swap arrangements with the USFS to simplify the permitting process and to allow the project access to lands for waste rock stockpiling. The use of the existing Cliffs-Erie abandoned pits for waste storage from the Northmet mine could obviate such forestry issues and this will be evaluated during the feasibility study. US regulations require an equivalent value of land to be swapped for the land to be used by the Project. The USFS has indicated to PolyMet their willingness to carry out such a land swap. Costs for completing land swap arrangements have not been included in Estimates of Capital Costs. As both the Environmental Impact Statement ("EIS") and permitting of the project will be subject to the arrangements of the land swap, PolyMet believes that this land swap with USFS should be completed in conjunction with the Bankable Feasibility Study. PolyMet therefore intend to commence those negotiations with USFS early in the Bankable Feasibility Study timetable. Table 6.2 - Land Swap |
| Task | Cost(US$ Million) | Start(MonthNumber) | Timing(Months) |
| US Forest Service Land Swap | 3.5 | 1 | 24 |
Figure 6.3 shows surface owners in the area of the potential NorthMet pit and waste dumps. Information on the land map was compiled from preliminary work done by North Mining and from the St. Louis County Land Atlas and Plat Book (1996).
10
Figure 6.2 – Mineral Rights Owners
11
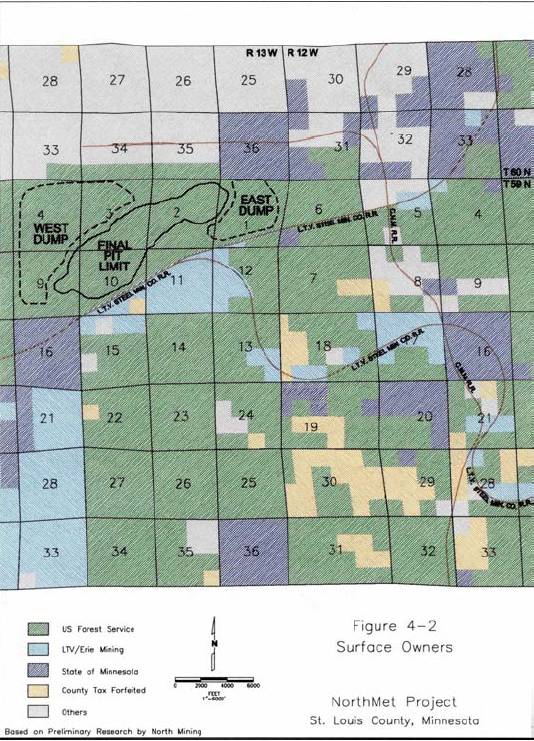
Figure 6.3 – Surface Owners
12
| 6.3 | Environmental During the Pre-feasibility study, PolyMet had on staff a number of environmental consultants to coordinate both the environmental studies and the permitting required to bring the NorthMet Project to production. No cultural sites were identified either from a review of existing data and literature, or from aerial photographs. The neighboring Babbitt Project (also called Minnmax) completed a full EIS which was filed as a public document by then operator Amax Mining and this study did not produce any significant findings. NorthMet completed their-own preliminary Baseline Environmental Study in April 2000. This study addressed:
No evidence was found of any threatened or endangered animals in the area. The area was identified as a major wetland area with some 70% of the land being classified as wetlands. The wetlands that will be disturbed by operations at NorthMet will have to be replaced on at least a 1:1 ratio in terms of the existing wetland mitigation scheme. The practice of replacing wetlands is well established in the area and this can be a relatively high ongoing operating cost for a project. The use of the extensive tailings and water storage areas which are part of the Cliffs-Erie deal should mitigate most of such costs. Disturbance of the wet lands in the open pit area would be the most affected area. Table 6.3 - Estimated NorthMet Wetlands Mitigation Requirements |
| Area | Acres |
| Pit | 1020 |
| Rock Dump West - CE Pit back fill | 0 |
| Rock Dump East - CE Pit back fill | 0 |
| Flotation Tailings Dam - CE permitted site | 0 |
| Hydro-Metallurgical Residue Dam - CE existing | 0 |
| Plant and Roads - CE existing | 0 |
| Total | 1020 |
| Wetlands Mitigation Requirement at 70% | 714 |
In terms of the Federal and State Wetland Mitigation legislation, the NorthMet Project must replace any wetlands disturbed on the NorthMet property on at least an acre for acre basis. Initial surveys undertaken have shown 70% of the NorthMet open pit area is classified as wetlands. Land use estimates from the 2001 Pre-feasibility study by Steffen Robertson & Kirsten ("SRK") and IMC are given in Table 6.3. The use of Cliffs-Erie obviates almost all of the previous requirements from the 2001 study.
The option to use key lands and impoundments in the Cliffs-Erie deal lessens the original estimates of the Wetlands Mitigation requirements. These are currently considered to be limited to the open pit area of 1020 acres. Wetlands Mitigation is a key step in bringing the NorthMet Project into production. With this reduced Wetlands Mitigation scope the costs will now be part of the required project capital and not an up-front cost component within the Bankable Feasibility Study.
13
The major steps, estimated costs and timetable required to complete all environmental matters to obtain the necessary State and Federal permits are generally described in Table 6.4 below. The use or re-use of the Cliffs-Erie site will obviate much of the costs and requirements projected in the 2001 Pre-feasibility study since critical items like tailings areas are already included. The land swap with USFS has been included separately in the cost and timing estimates given in Table 6.4. While it could have a significant impact on the EIS and permitting process, the early completion of this land swap should simplify and accelerate the EIS and permitting process . Ground water quality was also found to be very good. Given the extensive waterways and related fishing activities in Minnesota, there are exceptionally low State limits (0.0013 micrograms/litre) for mercury discharges. There was no evidence of mercury in the NorthMet ore body, and process and pilot plant test work to date have not shown any mercury in tailings or residues. During the Bankable Feasibility Study, further geochemical work on the waste rock and various process plant tailings and residues should be conducted to test for their acid forming and metal release potentials under normal climatic conditions. This work will determine storage and disposal solutions for mine and plant waste, tailings and residues. In order to enable the timely completion of project permitting and meet Federal and State environmental requirements, the EIS process will be initiated during the Bankable Feasibility Study. The Pertinent aspects of the permitting process must be constantly monitored during the feasibility study. A draft EIS will be released for public comment prior to completion of the Bankable Feasibility Study. Subject to the satisfactory completion of the EIS, the Project will then apply to obtain the necessary construction and operating permits to develop the Project. The EIS will include the following:
| |
| 6.4 | Permits The major permits required by the Project are:
|
14
As the project moves forward PolyMet will need to work with the relevant agencies to amend existing permits where required for use on the base metal operations at NorthMet and Cliffs-Erie. Table 6.4 - NorthMet EIS and Permitting Cost and Timing Estimates |
| Task | Cost (US$ Million) | Start (Month Number) | Timing (Months) |
| Baseline Study | 0.45 | 1 | 6-10 |
| Plan of Operations | 0.15 | 6 | 2 |
| Preparation of Draft EIS | 0.30 | 11 | 12 |
| Preparation of Final EIS | 0.60 | 23 | 6 |
| Major Permits | 0.40 | 8 | 22-29 |
| Federal Record of Decision | 30-32 | 1 | |
| Total | 1.90 | 34 |
As can be seen from Table 6.4, the expected time line from start to receipt of the required permits for the operations could be approximately 3 years at an estimated cost of US$1.90 million. This excludes any cost of land acquisition or swapping for wetlands mitigation and the estimated cost of US$3.5 million for the USFS land swaps.
The political climate in Minnesota is favourable for permitting of a new mining operation. The communities in the Iron Ore Range have been badly affected by the recent mine closures, and the existing labour force is seeking employment. Officials throughout the Minnesota state government have indicated a strong desire to replace the lost income and jobs and to assist in getting new economic development underway in the area.
15
| 7. | Accessibility, Climate, Local Resources, Infrastructure & Physiography |
| 7.1 | Topography, elevation and vegetation The surrounding country is flat lying with some low rolling hills. Much of the terrain has relatively poor drainage, with numerous lakes and wetlands. Much of the NorthMet pit is covered with poor quality second growth timber and the land is generally of a marshy nature and poorly drained. The deposit is within 10 km of the Cliffs-Erie crusher/mill/concentrator facility. The project area is essentially flat and at an elevation of around 490m above sea level. |
| 7.2 | Access, towns and transport |
| The large iron ore mines in the area have been developed since the mid 1950's and the NorthMet project lies immediately adjacent to one of these mines. As such, there exists, fully developed transportation, infrastructure and communication systems close to the NorthMet property. A well maintained system of road and rail transport allows shipment in of supplies and export of finished product. The property is located 95 km by rail to a harbour on Lake Superior and certain materials for the NorthMet project will be subject to marine transport. | |
| The NorthMet property is located close to various townships that served the iron ore mines. With the closure of certain taconite operations, there is a sizeable and trained workforce available in the immediate area. The nearby town of Hoyt Lakes was built specifically for the Cliffs-Erie operation. | |
| The acquisition of the Cliffs-Erie site will provide greater than 80% of infrastructure required for the development of the project, including excellent road and rail access and low cost industrial power. The Cliffs-Erie rail tracks and established roads run alongside the planned NorthMet pit and a new spur and rail load-out facility will link to this existing rail infrastructure. | |
| The electrical distribution and sub-stations from the main feed at the plant site are fully operational and will be used for the PolyMet project. Water permits also exist for the Cliffs-Erie facility. The town of Babbitt, 10 km to the north of NorthMet, and Hoyt Lakes 10 km to the south have the community infrastructure to support the requirements of the NorthMet workforce. | |
| Reclaim water, utilities and services, compressed air supply, power supply and distribution, offices, warehousing and laboratories will all be provided for by existing facilities at the Cliffs-Erie plant site. New assay laboratory equipment will be purchased for the NorthMet project. | |
| 7.3 | Climate The northern Minnesota climate is continental, characterized by wide variations in temperature. The temperature in Babbbit (10 miles north of the property) averages -14ºC (7ºF) in January and 19ºC (66ºF) in July. The average annual precipitation is 28 inches with about 30% during the months of November and April and 70% from May through October. |
16
| 8. | History The NorthMet Project was discovered by US Steel Corp. ("USX") in 1969. Originally, it was thought to be a high-grade, underground copper-nickel resource. Drilling in the 1970's demonstrated that it was in fact a high tonnage, low grade deposit, amenable to open pit mining. The grade improved at depth. The inability to produce separate clean nickel or copper concentrates led to further process evaluation and development. At that time there was no recognition of any contained PGM's. The Minnesota Department of Natural Resources ("DNR") subsequently discovered that PGM's were associated with the nickel and copper in the resource. In 1989, Fleck Resources ("Fleck") acquired a 20-year renewable mining lease over the property from USX and commenced an investigation into the potential for mining and recovering copper, nickel and PGM's. Fleck re-assayed pulps and rejects from previous drilling to obtain data on PGM's. The encouraging potential to produce extra revenue attracted joint venture partners (Nerco and Argosy Mining) who assisted in identifying and quantifying the PGM values. However these companies were not able to develop a metallurgical process that could economically produce separate acceptable concentrates for sale to a smelter, or economically extract the contained metals from a bulk concentrate. In the mid-90's, Fleck began investigating the use of hydrometallurgical processes, including bio-leaching and pressure oxidation, to determine the benefit to the Project. Fleck Resources changed its name to PolyMet Mining Corporation in 1998 and focused on a hydrometallurgical extractive technology. This led to the development of the PlatSol™ Process in 1998. The operating conditions of the PlatSol™ Process are such that the copper, nickel, cobalt and precious metals are all placed in solution in a single operation. Since the initial PlatSol™ Process testwork, the process has evolved and testwork on concentrates other deposits around the world led to improved recoveries of PGMs from the 92% level to 97%. In July 2000, PolyMet entered into a joint venture arrangement with North Limited ("North"), a major Australian mining company, to progress the NorthMet Project to commercial production. Under the joint venture arrangement, North had the opportunity to ultimately earn an 87.5% interest in the PolyMet Project through funding and production of a Bankable Feasibility Study and funding 100% of the total capital costs to develop the project. In August 2000 Rio Tinto Limited ("Rio Tinto") completed an on-market takeover of North. Subsequently, Rio Tinto decided not to proceed with the NorthMet project and PolyMet exercised its 30-day pre-emptive right, under a "change of control" clause, to terminate the joint venture arrangement. Consequently, PolyMet has regained a 100% interest in the NorthMet Project. Following completion of the metallurgical pilot plant work in November 2000, PolyMet commissioned a Pre-Feasibility Study on the project in November 2000, based on the PlatSol™ Process. This study was completed in April 2001. The Pre-Feasibility Study was for a 50,000 tpd operation. The economics of this project were found to be unacceptably low and required a high up front capital expenditure. No further work was done until March 2003, when new management took over the company and commenced a detailed review of the project. |
17
| 9. | Geological Setting |
| 9.1 | Regional Geology The geology of northeastern Minnesota is predominantly Precambrian in age. Approximately 1.1 billion years ago, intra-continental rifting resulted in mafic volcanics and associated intrusions along a portion of the Midcontinent Rift System, which extends through the Lake Superior Region to Kansas (Figure 9.1) . The rift system is characterized by a gravity high and the thinning or absence of continental crust. The Midcontinent Rift consists of three parts: thick lava flows, intrusive rock and overlying sedimentary rock. The volcanic sequences are generally tholeiitic to sub-alkaline flood basalts derived from a mantle source. Minor felsic to intermediate flows exhibit crustal contamination. There are three major intrusive complexes: the Coldwell Complex of Ontario, the Mellen Complex along the south shore of Lake Superior and the Duluth complex along the north shore. The sedimentary rocks are mainly fluvial red beds filling the rift structure. The Duluth Complex (Figure 9.2) is the host of NorthMet mineralization. The complex lies along the projection of the Great Lakes Tectonic Zone, an Archean suture zone, the Archean Vermilion Fault and the Early Proterozoic shelf margin. It extends in an arcuate belt from Duluth to the northeastern tip of Minnesota. Emplacement of the intrusion appears to have been along a system of northeast-trending normal faults that form half-grabens stepping down to the southeast (Figure 9.3) . The magma was intruded as sheet-like bodies along the contact between the Early Proterozoic sedimentary rocks of the Animikie Group and the basaltic lava flows of the North Shore Volcanic Group. |
18
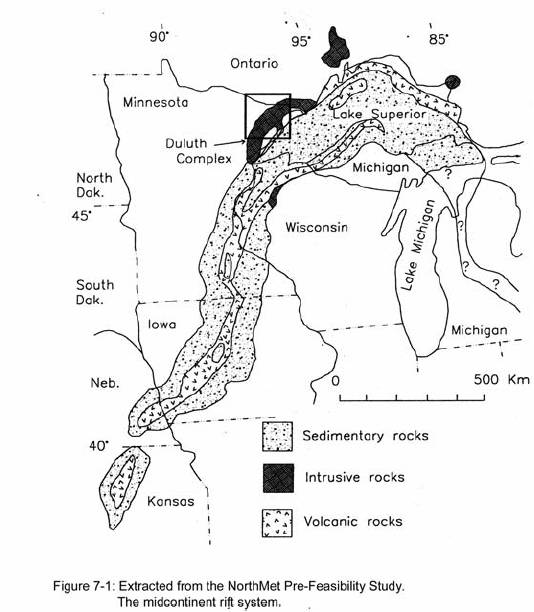
Figure 9.1 – Midcontinent Rift System
19

Figure 9.2 - Regional Geology
20
![]()
Figure 9.3 – West Edge Deluth Complex
21
| 9.2 | Local Geology and Deposit Description |
| 9.2.1 | Rock Types The Duluth Complex is represented by the Partridge River Intrusion in the NorthMet area. The intrusion consists of light to dark gray troctolitic rock varying from troctolitic anorthosite to augite troctolite, with thin layers of melatroctolite or picrite. The rock types are classified by percentage of plagioclase, olivine and clinopyroxene. The melatroctolite layers tend to be fine grained with distinct layering. The Partridge River Intrusives have been sub-divided into seven lithologic units (Figure 9.4):
|
22

Figure 9.4 – Generalized Igneous Stratigraphic Column
The footwall consists of Proterozoic sedimentary rocks of the Animikie Group, which resulted from a single depositional sequence in a transgressive sea. The oldest formation, the Pokegama Quartzite, represents well sorted clastic material deposited on a stable shelf. The Biwabik Iron Formation contains alternating sequences of ferruginous chert and slate. The Iron Formation has been extensively studied because of its importance to the iron mining industry and contains several members and sub members. The youngest formation is the Virginia Formation, consisting of argillite and graphitic argillite with interbeds of greywacke, siltstone and minor calc-silicate. The Virginia Formation appears to decrease in thickness from the surface contact with the Duluth Complex toward the interior of the Complex to the southeast. Inclusions of the Virginia Formation, as biotite hornfels, can be found in all units, but are especially abundant in Unit 1.
23
| 9.2.2 | Structure The general trend of the sedimentary rocks at the NorthMet deposit is to strike to the east-northeast and to dip to the southeast about 15-25°, and the Partridge River Intrusion appears to follow this general trend. Two east-northeast trending faults have been identified through the construction of cross sections. The faults are steeply dipping and normal in character; offset ranges from negligible to 600 ft. down to the southeast. A third major fault has been identified in the western portion of the area and can be traced to the Northshore Mine in the north. Movement on this fault is down to the east. Numerous other faults can be identified in the cross-sections, but offset is small and they lack continuity. The cross-sectional view shows considerable offset in the more southerly fault, and less offset on the more northerly fault. This relationship can vary over the strike of the deposit. |
24
| 10. | Deposit Types There are two types of mineralization related to the rift system: hydrothermal and magmatic. The hydrothermal deposits include native copper in basalts and sedimentary interbeds, such as on the Keewenaw Peninsula, sediment-hosted copper sulfide and native copper, represented by the White Pine Mine of Michigan, copper sulfide veins in volcanics and polymetallic veins (Ag-Ni-Co-As-Bi) in volcanics. The magmatic deposits include Cu-Ni-PGM mineralization and Ti-Fe mineralization in the Duluth complex, uranium and rare earth elements in carbonatites and Cu-Mo in breccia pipes. More locally (Figure 10.1), the magmatic deposits lie along the northwestern contact of the Duluth Complex with the underlying sediments and Giants Range Batholith. NorthMet and the Babbit (or Minnamax) deposits are the largest of the Cu-Ni-PGM mineralization. The majority of the rock at NorthMet is unaltered, with minor alteration found along fractures and micro-fractures. Alteration consists of serpentine, chlorite and magnetite replacing olivine, uralite and biotite replacing pyroxene, and sausserite and sericite replacing plagioclase. As would be expected in a magmatic deposit of this type, sulfide mineralization does not appear to be directly related to alteration. |
25
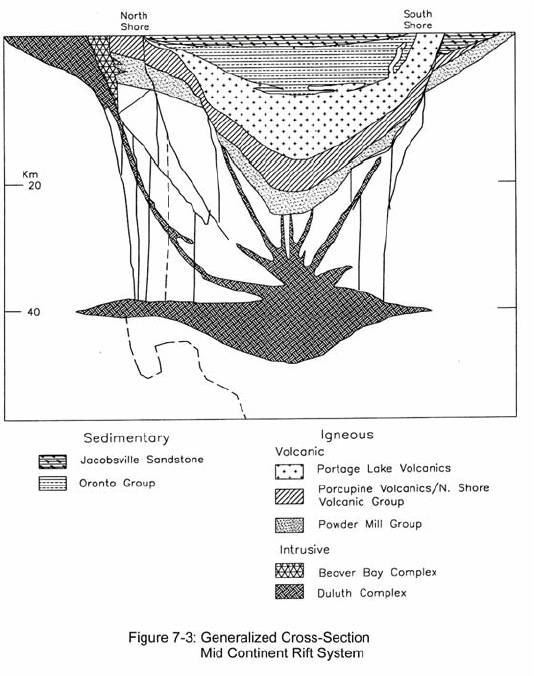
Figure 10.1 – Midrift Cross Section
26
| 11. | Mineralization The metals of interest at NorthMet are copper, nickel, cobalt, platinum, palladium, gold and lesser amounts of rhodium and ruthenium. In general, the metals are positively correlated with copper mineralization; cobalt is the main exception. Mineralization occurs in four horizons throughout the NorthMet property. Three of these horizons are within basal Unit 1 and in some drill holes the horizons are indistinguishable from each other. The thickness of each of the three horizons varies from 5 to more than 200 feet. Unit 1 mineralization is found throughout the deposit. A less extensive mineralization zone is found in Unit 6 and it is relatively enriched in PGM's compared to Unit 1. Sulfide mineralization consists of chalcopyrite, cubanite, pyrrhotite and pentlandite with minor bornite, violarite, pyrite, sphalerite, galena, talnakhite, mackinawite and valleriite. Sulfide minerals occur mainly as blebs interstitial with plagioclase, olivine and augite grains, but also occur within plagioclase and augite grains, as intergrowths with silicates, or as fine veinlets. The percentage of sulfides varies from trace to about 5%. Palladium, platinum and gold are associated with the sulfides. |
27
| 12. | Exploration Exploration has been on-going on the NorthMet property since the 1960's by various companies. The stage of exploration has advanced through several drill programs sufficient to complete a resource estimate and a Pre-feasibility study. Detailed discussion of the drill programs are addressed in Item 13 – Drilling. Prospectors first discovered copper and nickel near Ely, Minnesota about 20 miles north of NorthMet in the 1940's. Subsequently, Bear Creek Mining Company conducted a regional exploration program resulting in the discovery of the Babbitt or Minnamax deposit (northeast of NorthMet and within the Duluth Gabbro). US Steel (USX) stated an exploration program in the Duluth Complex in the late 1960's and over the next few years frilled 112 core holes into the NorthMet property (then called Dunka Road). USX investigated the deposit as a high-grade, underground copper-nickel resource, but it was considered to be uneconomic due to lower than expected copper and nickel grades, and the inability to produce separate, clean nickel and copper concentrates. At this time, there was no recognition of any contained platinum (PGM's) or gold in the deposit. In 1987, the Minnesota Natural Resources Research Institute ("NRRI") published data suggesting that a large resource of platinum group minerals or PGM's could be contained within the base of the Duluth Complex. PolyMet leased the NorthMet property from USX in 1989. PolyMet re-assayed pulps and rejects from the previous USX drilling to obtain data on the PGM's. Nerco Minerals and later Argosy Mining leased the property from PolyMet in the early 1990's. Work continued on the delineation of the contained PGM's and a few additional core holes were drilled. At that time there was no metallurgical process that could economically produce either (a) separate, clean copper and nickel concentrates for sale to a smelter, or (b) economically extract the various contained metals from a bulk concentrate. From 1998 to present, PolyMet has conducted three drilling programs totaling 87 holes for approximately 49,500 ft. of core and reverse circulation drilling. The third drilling program (13 holes for about 9,000 ft.) was completed in December, 2000. |
28
| 13. | Summary of Drilling Programs No further drilling has occurred since the 2001 Pre-Feasibility Study however; the following is included for reference purposes. Table 13.1 summarizes the drilling campaigns for the NorthMet property. Figure 13.1 and 13.2 summarize the drill campaigns. The US Steel drilling which was done during the late 1960's. The original US Steel work was based on a copper/nickel underground mining scenario. US Steel's assaying did not include the PGM's. In 1989, PolyMet (then Fleck Resources) entered into a 20-year renewable lease with US Steel for the NorthMet (then Dunka Road) deposit. At that time, PolyMet did some logging and considerable re-assaying, including gold and PGM assays, but did not drill additional holes. Nerco Mineral Co. leased the property from PolyMet during 1990 and drilled 4 holes (2 were unsampled metallurgical holes) and did a resource calculation as part of an evaluation of the property. Nerco allowed their option to expire during 1991. |
| Table 13.1: Summary of Drilling Programs | ||||
| Company | Drilling Type | No. of Holes | No. of Feet | Assay Intervals |
| US Steel | BX Core | 112 | 133,909 | 5,037 |
| Nerco(met only) | BQ Core | 2 | 842 | 167 |
| 1998 PolyMet | RC | 14 | 6,370 | 1,274 |
| 1999 PolyMet | BTW Core RC Mixed Core/RC | 3 18 3 | 2,476 9,300 2,660 | 455 1,868 534 |
| 2000 PolyMet | BTW Core RC | 16 20 | 10,714 8,980 | 1,984 1,798 |
| PolyMet Total | 74 | 40,500 | 7,913 | |
| TOTAL | 188 | 175,251 | 13,117 | |
| Core Total RC Total Mixed Total | 133 52 3 | 147,941 24,650 2,660 | 7,643 4,940 534 | |
During 1998, 1999 and 2000, PolyMet did considerable additional RC core drilling, as shown in Table 13.1. Much of this drilling was to supply material for metallurgical testing, as well as resource definition.
Table 13.1 shows that the drilling through October 2000 consists of 133 core holes for 147,941 ft., 52 RC holes for 24, 650 ft. and 3 mixed holes (initial RC followed by core) for 2,660 ft. PolyMet drilled 13 core holes in November-December 2000 that are not included in this Pre-feasibility study.
Figure 13.3 is a map showing the locations of the US Steel and PolyMet drilling. The NERCO holes are also posted, but they are not obvious since they twinned US Steel
29
holes. The map shows that the PolyMet drilling is mostly in the area where the deposit is near the surface (since the deposit strikes about N57oE and dips 25o to 36oSE. The only deep drilling is provided by the US Steel holes.
Figure 13.4 shows a cross section of the deposit with the rock type geology included. It can be seen that the geologic interpretation consists of 20o dipping rock units offset by near vertical faulting. Copper grades are also shown on the section.

Figure 13.1 – Area 1999 - 2000 Drilling
30
Figure 13.2 – Location of Metallurgical Samples
31

Figure 13.3 – US Steel and PolyMet Drilling
32

33

Figure 13.4 – Cross Section Drill Holes
34

35
| 14. | Sampling Method and Approach This was reported on in the 2001 Pre-Feasibility Study. There is nothing further to report. |
36
| 15. | Sample Preparation, Analysis and Security This was reported on in the 2001 Pre-Feasibility Study. There is nothing further to report. |
37
| 16. | Data Verification This was reported on in the 2001 Pre-Feasibility Study. There is nothing further to report. |
38
| 17. | Adjacent Properties This section is not applicable to PolyMet as it does not own any adjacent properties. |
39
| 18. | Mineral Processing and Metallurgical Testing |
| 18.1 | Process Technology The PlatSol™ Process metallurgical extraction process was developed in 1998/99 at Lakefield Research Ltd. In May 2000, a continuous, fully integrated pilot plant testing program was initiated at Lakefield to demonstrate this hydrometallurgical extraction process for the NorthMet Project. Both bench and pilot plant testwork for NorthMet used mineralized material obtained from reverse circulation ("RC") drilling samples. A total of 26 tonnes of RC cuttings was used for the bench tests and a further 33 tonnes of RC cuttings was used for the pilot plant tests. For the pilot plant tests, the 33 tonnes of RC cuttings were milled to the prescribed fine grind size and concentrated into a bulk concentrate of 839 kg using flotation. This bulk concentrate, combined with the remaining concentrate from the bench tests, was treated in an autoclave under the PlatSol™ Process operating conditions. The PlatSol™ Process entails an autoclave operating at 225oC with 100 psi oxygen over pressure. The addition of a small amount of chloride creates a unique leaching environment whereby all the base metals (copper, nickel and cobalt) and precious metals (gold, silver, platinum, palladium, etc.) are brought into solution in one step. The ability to recover the PGM's into solution is what makes the PlatSol™ Process unique and patentable. The metals can then be recovered sequentially from the solution, commencing with the PGM's. The precious metals (PGM's, silver and gold) are precipitated using sodium hydro-sulphide. The copper recovery uses well established solvent extraction and electro-winning ("SX-EW") techniques. In its new approach, PolyMet has elected not to recover nickel metal on site. The process circuits have been dramatically simplified to convert the remaining metals in solution after copper SX/EW (dominantly nickel with small amounts of cobalt, copper and zinc) into a nickel concentrate. PolyMet is currently planning to produce a nickel hydroxide which is a precipitate. The precipitate will be filtered, dried and shipped off-site to a metal refinery. Production of nickel sulphide is an alternative to hydroxide. In general, mineral recoveries and values for the bulk concentrate produced in the pilot plant confirmed the results obtained in the bench top testwork. Nickel recovery in the flotation concentrate was lower than expected. Mineralogical testwork showed that this was due to nickel in association with silicates which is not amenable to flotation recovery. Overall flotation and hydrometallurgical recoveries for the pilot plant tests are given in Table 18.1. |
40
Table 18.1 - Pilot Plant Metal Recoveries
| Percent | Grams/Tonne | |||||
| Cu | Ni | Co | Au | Pt | Pd | |
| Ore Grade | 0.43 | 0.12 | 0.009 | 0.05 | 0.08 | 0.36 |
| Flotation | ||||||
| Conc. Recovery | 93.7 | 69 | 42 | 75.7 | 76.9 | 79.6 |
| Conc. Grade | 14.6 | 3.1 | 0.15 | 1.4 | 2.3 | 10.4 |
| PlatSol™ Process | ||||||
| Process Recovery | 98.1 | 96.9 | 92 | 88.4 | 95 | 93.6 |
| Overall Recovery | 91.9 | 66.9 | 38.6 | 66.9 | 73.1 | 74.5 |
PolyMet has attempted to keep the new operation as simple as possible. The crushing, grinding and flotation processes proposed for the NorthMet Project are tried and tested and are used extensively in other processing plants worldwide. The Cliffs-Erie mill concentrator which functioned efficiently prior to shut down in 2001 will be utilized for these process steps. Similarly, the SX-EW process which will be used to produce cathode copper on site is industry standard.
Copper will be the only metal produced on the NorthMet site. Since copper is the largest contributor to revenue, the project is being characterized as a copper project - with important credits obtained from nickel and the PGM's. The PGM's are recovered first and precipitated as sludge immediately prior to copper SX/EW. After copper extraction, the metals remaining in solution are principally nickel with small amounts of copper, cobalt and zinc. This solution is first treated to remove iron. Magnesium oxide is then added which causes the remaining metals to precipitate as the hydroxide. When filtered and dried, nickel hydroxide concentrate can be shipped off - site for treatment in an established facility. This eliminates the complex circuits for nickel and cobalt recovery described in the original 2001 flow sheet. The objective is to start the project with minimum technical risk.
The proposed autoclave circuit for the pressure oxidation process at NorthMet is similar to several other operations - principally the gold autoclaves operating at Barrick's mines in Nevada and a new copper project at Phelps Dodge's Bagdad operation in Arizona.
The PlatSol™ Process uses relatively low levels of chloride in the leach solution which allows efficient leaching of the PGM's and precious metals (gold and silver) as well as the base metals. Process recoveries of PGM's in the 2000 pilot plant have been improved from approximately 94% to 98% in recent test programs. International PGM Technologies Ltd. ("IPGMT"), an Ontario, Canada, corporation developed the PlatSol™ Process and has patented the technology in a number of countries. PolyMet has an agreement with IPGMT for the use of this technology, free of any royalty charge.
41
The PlatSol™ Process performed well during the continuous, fully integrated pilot plant operations conducted in 2000. The simultaneous leaching of base and precious metals in the autoclave from the bulk concentrate was confirmed. Optimum operating conditions established in the pilot plant were:
| • | % solids | 10.5 – 11% | |
| • | temperature | 225°C | |
| • | oxygen overpressure | 100 psi | |
| • | retention time | 120 minutes | |
| • | chloride concentration | 9 g/l |
Under the optimized operating conditions tested in the autoclave, the leach efficiencies obtained for all the pay metals, with the exception of gold, were either equal to or better than those achieved in bench testing in 1999.
42
| 19. | Mineral Resource and Mineral Reserve Estimates |
| 19.1 | Resource estimates and categorization The resource estimates were completed by Independent Mining Consultants Inc. of Tucson ("IMC") for the 2001 Pre-feasibility study and the May 2003 re-statement for a lower tonnage higher grade pit are shown in Table 19.1, below. IMC used the assumptions detailed in Appendix I to prepare the estimates in this summary and their May 2003 report is included as Appendix I. It should be noted that in this mine modeling, completed in May 2003, IMC did not factor in the benefit of reduced capital by use of the Cliffs-Erie facilities because this had not been finalized at the time. In their limited review, at lower daily tonnages, IMC also did not introduce smaller scale mining equipment for a selective mining approach. They continued to use the same scale of equipment as described in the 50,000tpd (2001) Pre-feasibility study with attendant high dilution factors. For this 2003 technical update, IMC were directed to produce a mine plan with smaller daily tonnage, reduced mine life - all in an attempt to obtain higher metal grades. The pit resource completed by IMC has a maximum 50 degree pit wall slope angle. IMC's estimates show a measured, indicated and inferred resource of 139 million tonnes. There is the potential to add to this resource base, as the deposit is open at both ends and at depth (see Appendix I). The drilling to date has been adequate to complete the Pre-feasibility level work required for mine planning. It is proposed to complete further in-fill drilling, sufficient to establish a mineable pit reserve, as part of a Bankable Feasibility Study. |
Table 19.1
| Status | Ktonnes Above Cutoff | % Of Total | Average Grades | Total Ktonnes | Waste To Ore Ratio | |||||||
| NSR | CuEq | Cu | Ni | Co | Pd | Pt | Au | |||||
| US$/t | % | % | % | g/t | G/t | % | g/t | |||||
| Geologic Resource | ||||||||||||
| Measured | 315,618 | 33.05% | 11.82 | 0.847 | 0.333 | 0.086 | 66.00 | 0.298 | 0.081 | 0.042 | ||
| Indicated | 295,601 | 30.96% | 12.76 | 0.914 | 0.338 | 0.087 | 61.39 | 0.336 | 0.094 | 0.049 | ||
| Inferred | 343,509 | 35.99% | 13.16 | 0.943 | 0.347 | 0.088 | 58.88 | 0.355 | 0.096 | 0.050 | ||
| Total | 954,738 | 12.59 | 0.903 | 0.333 | 0.087 | 62.01 | 0.330 | 0.090 | 0.047 | |||
| Preliminary Pit Resource | ||||||||||||
| Measured, Indicated & Inferred | 139,145 | 100% | 10.00 | 0.97 | 0.40 | 0.11 | 0.009 | 0.361 | 0.133 | 0.082 | 720,770 | 4.18:1 |
43
| 20. | Other Relevant Data and Information |
| 20.1 | Mining The original mine plan for the Pre-feasibility study of 2001 was for a mining rate of 20,075 ktons per year (55,000 tpd for 365 days). This plan was modified for the current update to 9,125 ktonnes per annum (25,000 tpd for 365 days). The mine is scheduled to operate 360 days per year. The new mine plan is based on using a mine contractor to complete all mining operations with PolyMet staff supervising mine plan operations and mine geology. Mine development will generally follow that outlined by IMC in the Pre-feasibility study with the exception that Phase 6 and 7 will only occur if metal prices and capital and operating costs warrant this development. The goal of the phases is to develop the mine in a logical order by commencing the mine with the higher grade material which also has lower strip ratio. The mine plan will then progress to higher strip ratios. Phase 1 is in the northeastern part of the deposit with phase 2 in the southwestern portion. The remaining three phases will push the hanging wall south. Exits will be maintained to the south during all phases of mining so that access can be obtained to the rail load-out facility. Waste rock will be stored in dumps located to the north and east of the main ore body The waste dumps will be located outside of any potential ore body extensions should PolyMet decide to expand the pit. Waste facilities will be constructed in 7m lifts with an overall slope angle of 22° (2.5H:1V) . Mining operations will be carried out by a mining contractor. The contractor will provide all necessary fleet requirements for a turn-key mining operation based on the required annual mine production schedule. Work activities will include:
The major mine fleet will consist of nine 185 t trucks, one 18m3 and one 11m3 loaders, two 23 m3 shovels and two blasthole drills. Support equipment will include track dozers and motor graders to maintain road surfaces, dumps and operating benches. Mining will be conducted year round based on three 8 hour shifts per day. Mine operating costs are based on data from similar mining operations and contract mining costs. The costs cover all general labour and consumable costs, amortization of initial equipment capital investment, equipment depreciation and contractor profit. The costs associated with PolyMet mine personnel and administration associated with direct mine operations are included separately within the operating cost section. |
44
| 20.2 | Process Plant A revised process plant design has been completed by PASI. The revised flowsheets are based on a throughput of 25,000 tpd and utilizing the existing Cliffs-Erie crushing and grinding facilities. The flotation plant and all downstream process will be new but will generally utilize existing buildings and infrastructure within the Cliffs-Erie facilities as follows:
An overall mass balance was developed for the NorthMet process based on the hydrometallurgical mass balance provided by PolyMet, which set the feed headgrades and recoveries for copper, nickel, cobalt and PGM's at and a throughput of 9,125,000 tonnes per annum. The development of the flowsheet and equipment sizing for the crushing, grinding and flotation process facilities was based on flowrates derived from this mass balance, plus process design criteria developed from the AMEC study and information by SGS Lakefield who were responsible for the pilot plant flotation trials. The flowsheet for the hydrometallugical facilities – pressure oxidation, solid-liquid separation, PGM recovery, copper SX/EW and nickel/cobalt hydroxide recovery – was derived primarily from the AMEC study with equipment resized accordingly for the new plant throughput. Testwork data from SGS Lakefield was reviewed for sizing of thickeners and filters. Work indices used for crushing and grinding circuit calculations are estimates provided by SGS Lakefield based on limited grinding testwork. Process Design Criteria The detailed process design criteria is presented in Appendix II and the key criteria is summarized in Table 20.1. |
45
Table 20.1 - Process Design Criteria Summary
| Parameter | Design Criteria |
| Annual mill throughput | 9,125,000 tonnes |
| Average daily mill throughput | 25,000 tpd dry |
| Plant Availability | 91.34 % |
| Operating Hours per day | 24 |
| Hourly Throughput | 1140 tph dry |
| Concentrate produced | 703 tpd dry |
| Rod mill work index | 14 kWh/t |
| Ball mill work index | 17 kWh/t |
| Regrind work index | 7.5 kWh/t |
| Feed size to flotation | 200 micron |
| Feed size to pressure leach | 15 micron |
| Pressure leach residence time | 2 hours |
| Autoclave operating temperature | 225 C |
| Autoclave operating pressure | 475 psig |
| H2SO4 concentration | 50-60 g/l |
| Cl concentration | 10 g/l |
| Cu SX plant | 2 extraction; 1 wash; 2 strip |
| Organic / Acid ratio | 1.5:1 |
| PLS Cu | 18.4 g/l |
| Raffinate Cu | 0.99 g/l |
| SX Cu recovery | 94.62 % |
| E/W current density | 260 amp/m² |
| Cathodes per cell | 54 |
| Total cells required | 125 |
46
Process Description
The overall process flow is described in Figure 20.1.
Crushing
Run of mine ore will be delivered by rail to the Cliffs-Erie process plant and dumped into the primary crusher surge pocket. From the surge pocket, the ore will flow to a single existing 60" by 89" gyratory crusher set to produce a nominal coarse ore product with a P80 sizing of 6 inches. The existing secondary gyratory crushers will be removed and a surge pocket will be constructed allowing the crushed ore to discharge onto an existing apron feeder. The apron feeder will in turn discharge onto the exiting coarse ore surge bin feed conveyor. Ore from the coarse ore surge bin will discharge via the existing vibrating feeders onto existing belt feeders feeding two existing 7' standard cone crushers. Each 7' cone will discharge onto two existing vibrating feeders, each feeding an existing 6' x 10' vibrating screen. Screen oversize discharges into one of four existing 7' shorthead cone crushers. The minus ¼" discharge from the tertiary shorthead crushers will combine with the screen undersize onto the existing feed conveyor to the existing fine ore bin.
Grinding
Ore from the fine ore bin will discharge via existing vibrating and belt feeders to the existing rod and ball mill circuits. For the design throughput of 25,000 tpd, 8 of the existing 12 circuits will be utilized. Each rod mill will operate in open circuit, with the rod mill discharge feeding a ball mall in closed circuit with new hydrocylones. The grinding circuit will produce a flotation feed of 30% solids at a P80 sizing of 200 micron.
47

Figure 20.1 – Blocked Flowsheet
48
Flotation and Regrind
Cyclone overflow from the grinding circuits combine to feed a conditioning tank with a 5-minute retention time. The conditioner will feed a single bank of 4-160m3rougher tank cells providing a total residence time of approximately 8 minutes. Rougher discharge will feed 2 parallel banks of 5-160m3 tank cells providing a residence time of 20 minutes.
Rougher concentrate combines with re-cleaner tail to feed the first cleaner flotation circuit. The cleaner flotation circuit will consist of a single bank of four 20m3conventional cells providing 16 minute retention time. Scavenger concentrate, mixed with cleaner tail, will be reground in an existing regrind ball mill to a target P80 of 30 micron prior to recirculation back to the conditioning tank. Cleaner concentrate will be fed to a single re-cleaner column cell, providing 16-minute retention time, for final concentrate cleaning. Cleaner concentrate will report to the concentrate regrind mill where the concentrate will be reground to the target P80 sizing of 15 micron, prior to pressure oxidation. A second existing regrind mill (using ceramic balls as grinding media to reduce iron contamination) will be used for this purpose.
Reground concentrate thickened to 50% solids and stored in a concentrate storage tank, which provides 12 hours of surge capacity between the flotation circuit and downstream hydrometallurgical processing.
Flotation tailings will be pumped to the existing Cliffs-Erie tailings impoundment. The flotation circuit reagents (MIBC, PAX, Flex 31, and WW1 752) are based on the AMEC study and was developed for effective base metal recoveries with associated high PGM recovery.
Pressure Leaching
Pressure Leaching is based on standard Autoclave technology and utilizes the patented PlatSol™ Process. Concentrate will be blended in the autoclave feed tank with sodium chloride prior to pumping into the autoclave at 50% solids. Recycled copper SX/EW raffinate will be pumped into the autoclave to maintain temperature control.
The two autoclaves will provide the required 2-hour residence time for the feed slurry. Each autoclave will have 6 compartments, and will be designed to operate at 225°C and approximately 475 psig. These pressures and temperatures are standard for autoclave design in the refractory gold ore/concentrate oxidation process. The NorthMet autoclave design will comprise a mild steel pressure vessel with a polymer-thermoplastic membrane corrosion barrier and two layers of acid resistant brick for thermal and abrasion resistance. This design follows the reported design of the Phelps Dodge copper concentrate autoclave at Bagdad, Arizona. The Phelps Dodge autoclave has been designed for temperatures up to 235°C and pressures of up to 4000 kPa.
49
The slurry is cooled to below 63°C via a single stage let down and slurry coolers prior to downstream metal extraction processes.
Leach Residue
Prior to metal recovery, the leach residue will be separated from the pregnant leach solution (PLS) to provide a high recovery of solute via filtration and washing of the leach residue. To accomplish this, the circuit will include a primary thickener followed by a pressure plate filter unit. A wash ratio of 4:1 will be used to maintain high solute recoveries. Autoclave residue filter cake will be re-pulped and fed to a scavenger flotation circuit to recover residual PGM's. The PGM concentrate will be re-circulated back to the feed end of the autoclave and the flotation tailing will be pumped to a new hydromet tailings impoundment constructed inside the existing tailings impoundment.
PGM Recovery
The PLS will be mixed with S02 to ensure total reduction of oxidized iron species in solution (Fe (III) is reduced by Fe (II) in solution by SO2). The SO2 will be produced by a packaged sulphur burner system. After ferric iron reduction, the solution will be processed through a two-stage pipe reactor system, with the addition of NaHS, to precipitate the platinum and precious metals. After filtration, the PGM precipitate will be releached in a sulfuric acid solution in a batch autoclave to leach any co-precipitated base metals (Cu, Ni, Co) and sulfur/sulfides to produce a high grade PGM precipitate for toll refining. Batch autoclave leach solution will be recirculated back to the PLS surge tank before precious metal recovery to ensure full recovery of valuable metals.
Neutralization
The PLS filtrate from the PGM precipitation system will require neutralization to pH 2 prior to copper solvent extraction. Filtered PLS will be pumped from the neutralization surge tank to the solution neutralization cascade that consists of three tanks with a total retention of 180 minutes. Limestone is added to maintain a pH of 2 and prepare the solution for copper solvent extraction.
The slurry exiting the precipitation tanks will be pumped to a thickener. Thickener underflow is filtered using an automatic plate and frame pressure filter package. The filter cake solids (saleable grade gypsum) will be discharged to a conveyor and stockpiled prior to re-sale.
50
Copper Solvent Extraction and Electrowinning
Copper PLS from the neutralization circuit will be stored in the copper SX feed tank providing 4 hours of surge capacity. PLS will be filtered to avoid crud formation in the SX circuit. The filtration will use multi-media pressure filters and the backwash will be returned to the gypsum thickener. Copper will be extracted from the PLS into an organic solution.
The extraction circuit consists of three mixer settlers, in which the aqueous feed and the barren organic flow counter-current to one another. Raffinate leaving the final extractor will report to the copper raffinate tank, from which solution will either be recirculated back to pressure oxidation for use as cooling liquid, or sent forward to bleed treatment.
Copper loaded organic is pumped from the first stage extractor to the loaded organic tank where entrained aqueous solution will have the chance to settle out. Solution recovered in this way will be collected in a sump at the bottom of the tank and periodically returned to the extraction circuit.
Loaded organic will be contacted, in a two-stage copper strip circuit, with lean electrolyte recycled from copper EW. The stripped organic will pass through to extraction, while the rich electrolyte will be pumped through organic recovery columns, and anthracite based multi-media filters to coalesce any residual organic, before discharging into the electrolyte recirculation tank.
Rich electrolyte will be trim heated to approximately 120°F before entering the tankhouse EW cells, using an indirect hot water heating system. A 125-cell tankhouse will provide the capacity required to harvest 33,000 tonnes per year of cathode copper.
Cathodes from the EW cells will be harvested on a daily basis, after a 7-day growth cycle. The copper sheets will be mechanically stripped from the stainless steel blanks using a standard fully automatic cathode washing and stripping machine. The stripping machine will also provide mechanical stacking, strapping, and weighing of the cathode bundles in preparation for shipping to market.
Nickel-Cobalt Hydroxide
Iron and aluminum must be removed from copper SX raffinate bleed solution before the extraction of nickel and cobalt.
In the first of three precipitation cascades, iron will be removed as goethite. In order for goethite to be formed, the bleed stream will be pre-heated to 170°F by direct steam injection into a tank with 45 minutes retention time. Direct injection will be used to negate the problem of gypsum scaling on the solution side of a shell and tube heat exchanger.
Hot solution from the pre-heat tank will enter the first of five tanks in the iron precipitation cascade. Limestone will be added to the first tank to neutralize free acid in the copper raffinate, and will result in gypsum precipitation. Air is sparged
51
into tanks l, 2 and 5 to facilitate ferrous oxidation, allowing ferric precipitation as goethite. In the third and fourth tanks ferrous oxidation will be enhanced using a mixture of oxygen and sulfur dioxide. More limestone will be added to neutralize the acid generated by the goethite precipitation and maintain a discharge pH of 3.5. At this pH a significant percentage of the aluminum hydrolyses and precipitates while loss of the valuable metals (Ni, Co, Zn) is minimized.
Overflow from the fifth tank will be pumped to a thickener where the solids settle to a density of 40% by weight. A significant portion of the thickened underflow will be returned to the precipitation cascade, where the solids act as seeds to facilitate the growth of larger particles, which in turn improves settling and filtration characteristics. The balance of the thickener underflow will be filtered through a plate-type pressure filter. After washing to recover entrained nickel and cobalt, the cake will discharge into a tank where it is slurried with reclaim water and pumped to a new tailings impoundment on the existing tailings dam
Overflow from the iron thickener will be neutralized with magnesium oxide in two stirred tanks to precipitate a combined nickel/cobalt hydroxide. Slurry will discharge from the second tank into a thickener. Thickener underflow is filtered in a plate-type pressure filter. The filter cake will be collected and steam dried prior to bagging for dispatch to an off site nickel/cobalt refinery.
Thickener overflow will be treated with lime in two stirred tanks to precipitate any remaining valuable metal content. Slurry will discharge from the second tank to a thickener. Thickener underflow will be recycled back to the leach residue thickener. Thickener overflow will be pumped to a new tailings impoundment on the existing tailings dam.
The valuable metals (Ni, Co) will be redissolved under the strong acid conditions prevailing in the leach residue thickener.
The existing tailings facility at Cliffs-Erie will be used to contain tailings products from the NorthMet process plant. Flotation plant tailings will form the bulk of the tailings products and will be discharged to the existing dam using the existing pumping and piping arrangement.
There will be three new hydromet tailings produced:
- leach residue flotation tailings,
- iron/aluminum gypsum sludge; and
- solution from the hydroxide precipitation circuit.
Each of these tailings will be contained in separate lined ponds constructed on the existing tailings dam. Each pond will have an initial capacity of 3 years storage.
52
Reagents
Included on the equipment list are the proposed reagent systems to support the process plant operations. Reagent systems included are:
- Limestone: Rail receipt and off-load, conveying, crushing and grinding,slurry storage and distribution loop. (An existing mill will be used forgrinding.)
- MIBC: Bulk liquid storage and distribution.
- PAX: Mixing, storage and distribution.
- Flex 31: Bulk liquid storage and distribution.
- WW 1752: Bulk liquid storage and distribution.
- Flocculent: Mixing, storage and distribution
- Sulfuric Acid: Bulk liquid storage and distribution.
- NaHS: Bulk liquid storage and distribution.
- NaCl: Mixing, storage and distribution.
- MgO: Mixing, storage and distribution.
- CaO: Mixing, storage and distribution.
- Sulphur: Bulk storage, burner, distribution and SO 2scrubbing.
Capital and Operating Cost Estimates
Estimates of capital and operating costs were generated at the Pre-feasibility level in the April 2001 Pre-Feasibility Study led by IMC. Since the project was taken over by new management in March 2003, four critical elements have been revised as follows:
| 1. | Smaller higher grade mine plan. | |
| 2. | Elimination of complex nickel cobalt recovery circuits and conversion to nickel hydroxide. | |
| 3. | Securing the mothballed Cliffs-Erie Mill concentrator. | |
| 4. | Use of a contract miner. |
Based on the above, P. Downey and Associates, with the assistance of PASI and IMC, have revised the 2001 capital and operating costs and updated to current first quarter 2004 pricing.
Capital Costs
The revised capital is summarized in Table 20.2.
53
Table 20.2 - Revised Capital Cost Estimate
| Description | Totals (US$ Millions) |
| Mining- using contract miner | 5.76 |
| Crushing/Milling/Flot'n(Existing Cliffs/Erie) | 24.91 |
| PlatSol™ Process- | 31.05 |
| Copper SX/EW Plant | 25.19 |
| PGM Recovery Circuit | 20.62 |
| Nickel Hydroxide recovery circuits | 6.00 |
| Tailings, Water & Services(Existing Cliffs-Erie) | 4.55 |
| Plant Site Utilities & Facilities(Existing Cliffs-Erie) | 12.59 |
| Sub Total Direct Costs | 130.67 |
| Indirect Costs (Inc. Fees, working capital & 20% Contingency) | 73.13 |
| Other Acquisition-incl. land and infrastructure | 31.00 |
| Total Project Costs | 234.80 |
The capital cost estimate includes the estimated direct cost for equipment, material and labour. In addition, cost estimates were developed for the project indirect costs including EPCM, start up, construction indirects, first fill, spares and contingency. The estimate was developed based on a site visit and inspection of existing equipment and facilities, and the following main sources of information:
- Contract Mining and Associated Services.
- Process Design Criteria by PASI.
- Process Flow Sheets.
- Facility General Arrangement Drawings.
- Electrical and Mechanical Equipment List.
- Budget Quotations from Equipment Suppliers.
- Current Labour and Material Costs for the Area.
- The AMEC Simons Mining & Metals 2001 Prefeasibility Report.
54
Operating Costs
The 2001 Pre-Feasibility Study estimate of operating costs included an owner operated mining fleet, an all new processing plant, infrastructure and G&A costs associated with the on-site production of a PGM concentrate, copper cathode, nickel cathode and cobalt sulphide.
The current revised project operating costs use the same basic project data updated to 2003 but are based on a simplified flowsheet whereby only copper cathode is produced on site. The revised operating costs also reflect a contract mining operation and use of the Cliffs-Erie crusher/mill/concentrator. The Cliffs-Erie facility also received a beneficial electrical power rate for the first 25 MW of usage and this rate has been carried in the current operating cost estimate. Labour rates are based on data available from Minnesota Iron Range mines. The operating cost estimates include a 5% contingency, as detailed in Table 20.3.
Table 20.3 – Revised Operating Cost Estimate
| Cost Area | Annual Cost (US$ Millions) | Cost/Tonne Ore (US$/Tonne/Ore) |
| General & Administrative ("G & A") | 4,856,600 | |
| Subtotal G & A | 4,856,600 | 0.53 |
| Mine | ||
| Contract miner | ||
| Sub Total Mine | 28,938,000 | 3.21 |
| Mill & Process | ||
| Reagents & consumables | 22,142,258 | |
| Labour Costs | 10,977,823 | |
| Operating Supplies | 400,000 | |
| Maintenance Supplies | 1,915,896 | |
| Environmental | 300,000 | |
| Sub Total Mill & Process | 35,735,977 | 3.91 |
| Power | 16,746,886 | 1.84 |
| Total Operating Costs | 86,277,463 | 9.49 |
| 5% Contingency | 4,313,873 | 0.95 |
| Total Operating Costs | 90,591,336 | 10.44 |
The following items are not included in the direct cash operating cost estimate:
- Product delivery to smelters or copper cathode end users
- Selling and marketing costs
- Corporate overhead
- Depreciation, amortization and depletion
- Interest charges
Manpower requirements were estimated in detail for each area of the mine, process plant and administration. Allowances were made to cover vacations, sick time and other types of leave such as training.
55
The following Table 20.4 summarizes the overall manpower requirements for the operation. Salary and overhead costs were based on data from the recently closed Cliffs-Erie operation and from data from other similar sized operations.
Table 20.4 Manpower Requirements
| Administration Staff | 29 |
| G& A Salaried | 22 |
| Process Plant Staff | 27 |
| Process Plant Salaried | 140 |
| Total | 218 |
56
| 21. | Interpretation and Conclusions The results of this scoping level study indicate that the NorthMet project, as currently defined, shows sufficient potential to be carried forward to the next phase which is a feasibility study. The purpose of the feasibility study will be to examine all aspects of the project development and to establish with greater accuracy its economic and technical viability. This conclusion is solely based on the resource data and the order of magnitude capital and operating costs developed for this study. |
57
| 22. | Recommendations It is recommended that PolyMet proceed to the next stage of development of the NorthMet Project which is the Feasibility Study level stage. This will include sufficient drilling to bring the current resources to the reserve category. Additional test work will also be required to further refine the ore process prior to completion of a bankable Feasibility Study. |
58
| 23. | References | |
| - | Independent Mining Consultants, Inc., April 2001, NorthMet Project, Minnesota Pre- Feasibility Study | |
| - | AMEC Simons Mining & Metals, April 2001, Pre-Feasibility Report for the NorthMet Project Process Plant Facilities | |
| - | Penguin Automated Systems Inc., April 2004, NorthMet Project Processing Facilities Scoping Study | |
| - | Lakefield Research, February 1, 2001, A Pilot Plant Investigation into the Recovery of Copper, Nickel, Gold and PGM's from NorthMet Bulk Concentrate – Progress Report No. 1 | |
59
| 24. | The date of this report is July 22nd, 2004. |
60
| 25. | Additional Requirements for Technical Reports on Development Properties and Production Properties There is no information to report for this item in the Pre-feasibility stage of exploration. |
61
| 26. | Illustrations |
| Figure 3.1 - Aerial photograph of the Cliffs-Erie facilities | |
| Figure 6.1 - Location of NorthMet Project | |
| Figure 6.2 – Mineral Rights Owners | |
| Figure 6.3 – Surface Owners | |
| Figure 9.1 – Midcontinent Rift System | |
| Figure 9.2 - Regional Geology | |
| Figure 10.1 – Midrift Cross Section | |
| Figure 9.3 – West Edge Duluth Complex | |
| Figure 9.4 – Generalized Igneous Stratigraphic Column | |
| Figure 13.1 – Area 1999 - 2000 Drilling | |
| Figure 13.2 – Location of Metallurgical Samples | |
| Figure 13.3 – US Steel and PolyMet Drilling | |
| Figure 13.4 – Cross Section Drill Holes | |
| Figure 20.1 – Block Flowsheet | |
| Table 6.2 – Land Swap | |
| Table 6.3 – Estimated NorthMet Wetlands Mitigation Requirements | |
| Table 6.4 – NorthMet EIS and Permitting Cost and Timing Estimates | |
| Table 13.1 – Summary of Drilling Programs | |
| Table 18.1 – Pilot Plant Metal Recoveries | |
| Table 19.1 – Lower Tonnage Higher Grade | |
| Table 20.1 – Process Design Criteria Summary | |
| Table 20.2 – Revised Capital Cost Estimate | |
| Table 20.3 – Revised Operating Cost Estimate | |
| Table 20.4 – Manpower Requirements |
62
APPENDIX I
MINING – INDEPENDENT MINING CONSULTANT UPDATE REPORT
MAY 2003
63
1
MEMO
TO: Terry O'Kane, Bill Murray, Don Gentry
FROM: M. Hester, H. Welhener
DATE: May 25, 2003
SUBJECT: Project Summary
Summary
PolyMet Mining Corporation (PolyMet) requested that Independent Mining Consultants, Inc. (IMC) update the April 2001 mine pre-feasibility study with new economics and develop a scoping level trial mine production schedules. The project approach has shifted from processing the polymetalic ore to final metals on the property to generating three concentrates: copper, nickel-cobalt and a PGM. The copper concentrate would be further processed on site using SXEW to produce copper metal. The other two concentrates would be shipped off site for further processing.
Table 1 shows the new economic input parameters. The metal prices have changed from the 2001 study with increases for most of the metals except palladium, which dropped significantly. The new prices were incorporated into the cash flow of the 2001 study and show a large drop in the project economics (Tables 3 and 4).
The block model was updated to better reflect the selectivity near the NSR cutoff grade for the present economics. The 2001 model ore zones were based on a $4.00 NSR ore-waste boundary. The current economics have a $7.42 NSR internal cutoff grade. The ore-waste boundaries were re-set in the block model using a $6.00 NSR to better reflect selectivity at a higher NSR value.
Floating cones were run and the results are summarized on Table 5. Based on the cone geometries, five mining phases were designed, three in the southwest pit area and two in the northeast. Unlike the 2001 study, the two pit areas do not join. The sum of the five phases (the total pit) contains 176,199 ktons of measured, indicated and inferred ore using the $7.42 NSR/t cutoff grade, and 720,199 ktons of total material. The inferred class material is included in this scoping study to show the best potential of the project.
Preliminary production schedules were developed for 15,000 tpd and 25,000 tpd ore rates. The 25,000 tpd schedules show a better NPV during the early years of the trial schedules. Schedules at 25,000 tpd have an average mine life of 19 years and the 15,000 tpd schedules extend the mine life to 32 years.
| INDEPENDENT MINING CONSULTANTS, INC. |
2
Economic Parameters
Table 1 summarizes the economic parameters used for this study.
| Table 1: Economic and Recovery Parameters | |
| Base Mining Cost Per Total Ton | $0.534 |
| Lift Cost Per Total Ton Per Bench Below 1580 Elevation | $0.009 |
| Benches Mined Per Year / Annual Discount Rate | 12/12% |
| G&A Cost Per Ore Ton | $0.51 |
| Processing Cost Per Ore Ton | $6.91 |
| Flotation Recoveries: | |
| Copper | 93.7% |
| Nickel | 69.0% |
| Cobalt | 42.0% |
| Palladium | 79.6% |
| Platinum | 76.9% |
| Gold | 75.7% |
| Copper Refining Cost Per Payable Pound | Included In Price |
| Nickel/Cobalt Refining Cost Per Payable Pound | |
| PGM Refining Cost Per Payable Ounce | $15.00 |
| Process Recoveries (Payables): | |
| Copper | 97.6% |
| Nickel | 96.9% |
| Cobalt | 92.0% |
| Palladium | 94.0% |
| Platinum | 95.0% |
| Gold | 94.0% |
| Metals Prices: | |
| Copper Per Pound | $0.80 |
| Nickel Per Pound (70% of $4.00) | $2.80 |
| Cobalt Per Pound (70% of $10.00) | $7.00 |
| Palladium Per Troy Ounce/Gram | $150/4.82 |
| Platinum Per Troy Ounce/Gram | $600/19.29 |
| Gold Per Troy Ounce/Gram | $350/11.25 |
The recovery, price, and processing cost parameters were provided by NorthMet personnel.
The mining cost was estimated by IMC based on the engineered cost estimate prepared for the Preliminary Feasibility Study (PFS). First, mining costs estimated for each
| INDEPENDENT MINING CONSULTANTS, INC. |
3
mining year of that study were plotted against the average mining elevation to obtain the base and lift (elevation related) components of the cost. Second, mining costs were examined by cost center (drilling, blasting, loading, hauling, auxiliary equipment, general mine, general maintenance, and mine supervision) and a fixed and variable component of each were extracted. These were used to scale the base mining cost from that of the 70 to 100 million annual tons of the preliminary study to the 40 to 50 million annual tons contemplated for this revised study. Third, the costs were escalated 2.5% per year for two years to obtain 2ndquarter 2003 US dollars. Overall mining cost is anticipated to be about $0.60 per ton for this revised study, about the same as the average for the PFS. The expected higher cost of the lower mining rate is countered by the elimination of the longest truck hauls off the back end of the larger project.
The table also shows a time value of money component of the parameters that was used with some of the floating cones. For these cones, a mining rate of 12 benches per year and an annual interest rate of 12% were assumed for a discounting factor of 1 % per mining bench. This was used to discount the revenues and costs as a function of pit depth. For the PFS the maximum advance rates were about 10 benches per year from a mining phase.
An NSR value was calculated for each block and used in the floating cones, tonnage tabulations, and production scheduling. Table 2 shows the factors applied to each metal for the PFS and for this current study. The NSR for each block for the current study was calculated as:
| NSR | = | 14.63 x copper (%) | + | 37.44 x nickel (%) |
| + | 0.0054 x cobalt (ppm) | + | 2.95 x palladium (ppm) | |
| + | 12.47 x platinum (ppm) | + | 6.95 x gold (ppm) |
| INDEPENDENT MINING CONSULTANTS, INC. |
4
| Table 2: NSR Factors for Prefeasibility and Current Study | ||
| Prefeasibility | Current | |
| NSR Factor for Copper ($/%) | 13.95 | 14.63 |
| NSR Factor for Nickel ($/%) | 29.23 | 37.44 |
| NSR Factor for Cobalt ($/ppm) | 0.0055 | 0.0054 |
| NSR Factor for Palladium ($/ppm) | 11.73 | 2.95 |
| NSR Factor for Platinum ($/ppm) | 10.44 | 12.47 |
| NSR Factor for Gold ($/ppm) | 5.17 | 6.95 |
| Internal NSR Cutoff Grade ($US) | $4.31 | $7.42 |
It can be seen that the relative value of nickel has increased significantly from the PFS. Moderate increases are also noted for copper, platinum, and gold. The relative value of the palladium has reduced significantly.
The NSR value represents the value of the ore after paying for SXEW, refining, and freight charges. The NSR value needs only to pay for mining, G&A, and processing costs that are common to every ore ton (crushing, grinding, flotation, pressure oxidation, and tailings, etc). The NSR factors shown on Table 2 are calculated from the Table I parameters as follows:
| Copper: | ($0.80)(0.937)(0.976)(20)(Cu%) | 14.63 x Cu% |
| Nickel: | ($2.80)(0.69)(0.969(20)(Ni%) | 37.44 x Ni% |
| Cobalt: | ($7.00)(0.42)(0.920)(20)(Co ppm)/10000 | 0.0054 x Co ppm |
| Palladium | ($150 - $15)(0.796)(0.94)(Pd ppm)/34.285 | 2.95 x Pd ppm |
| Platinum: | ($600 - $15)(0.769)(0.95)(Pt ppm)/34.285 | 12.47 x Pt ppm |
| Gold: | ($350 - $15)(0.757)(0.94)(Au ppm)/34.285 | 6.95 x Au ppm |
| INDEPENDENT MINING CONSULTANTS, INC. |
5
It can be seen that the metal recoveries, prices, and refining costs are accounted for in the NSR calculation.
Prefeasibility Study Economic Model With Current Prices
The metal prices proposed for this updated study were incorporated into the detailed cash flow model of the PFS. The prices used are as shown on Table 1 with $4.00 for nickel and $10.00 for cobalt.
Table 3 shows the financial results for the before-tax case.

Table 4 shows the financial results for the after-tax case.

It can be seen that the changes in metal prices have a significant negative impact on the PFS case.
| INDEPENDENT MINING CONSULTANTS, INC. |
6
Block Model Update
The block model for the PFS was developed by manually selecting drillhole composites inside the ore zone based on a $4.00 NSR cutoff grade. These composites were then used to select the ore zone blocks using an indicator kriging approach. The model was optimized to be accurate at about a $4.00 NSR cutoff grade.
Table 1 shows that with the revised economics the internal NSR cutoff grade is about $7.42 per ore ton (processing plus G&A). It is likely that the PFS model will be slightly over-smoothed (slightly high on ore tonnage and slightly low on metal grades) at the cutoff grades of current interest.
For this study, the block model was updated based on a $6.00 NSR cutoff grade. Drillhole composites were re-examined and those inside a $6.00 NSR ore zone were selected. A revised ore zone boundary was developed and grades of the various metals re-estimated based on the same methods used for the PFS. Resource classifications were also re-assigned using the same methods as the PFS model.
The section of this memo titled "Changes in Reserves - Preliminary Feasibility Study Case to Current" documents the change in reserves attributed to this revised model.
| INDEPENDENT MINING CONSULTANTS, INC. |
7
Floating Cone Evaluation
Table 5 summarizes the results of floating cone runs on the NorthMet deposit at various metal prices and other conditions.
Cases 1 through 5 are floating cones at various metal prices without time value of money discounting and with an hangingwall slope angle of 50 degrees. Mechanically, the various metal prices were handled by applying a recovery factor to the block NSR value, i.e. 100% of NSR is the base case prices, 80% of NSR is 80% of base case prices, etc. Only measured and indicated resources were allowed to contribute to economics to develop floating cone geometries. However, inferred resource within the developed geometries is included on the Table x tabulations. The inferred resource generally amounts to slightly over 10% of the total resource. It can be seen that ore tonnes range from 194.5 million tons to 55.8 million tons for these cases with the largest break occurring between Cases 4 and 5. Total tons range from 760 million to 145 million. The base case cone for the PFS contained 498.3 million ore tons within a geometry with 1.8 billion total tons. It is evident that the revised economics significantly reduce the size of the project.
Cases 6 and 7 include time value of money discounting of 1% and Y2% per bench. In both cases the results fall in between the results for Cases 2 and 3. Case 8 examines a reduced slope angle on the hangingwall to account for more road on that wall than originally contemplated. It does not have a large impact on results.
In general, as effective metal prices are decreased in Cases 1 through 5, the cone targets more profitable material. It is important to note that metal grades do not change significantly in these cases. Higher profitability comes from reduction in strip ratio. The implication is the general lack of significant higher grade ore zones in the NorthMet deposit resource model. This could be a reflection of the true geologic character of the deposit, or alternatively it could be partially due to insufficient density of drilling data and over-smearing of the available data.
| INDEPENDENT MINING CONSULTANTS, INC. |
8
Another aspect of the NorthMet deposit that is not evident from Table 5, but is evident from examining measured, indicated, and inferred resources by category is that the grade of measured resources is less than the grade of indicated resources and the grade of indicated resources is less than the grade of indicated resources. This implies that grade increases with depth, which is not the desirable case for a mining project. For example, for the Case 1 cone the copper grade of measured, indicated, and inferred resource is 0.360%, 0.383%, and 0.398% respectively. This is also evident for nickel, palladium, platinum, and gold; only cobalt reverses this trend and exhibits decreasing grade at less confident resource classes.
| INDEPENDENT MINING CONSULTANTS, INC. |
9
Table 5
Table x
Floating Cone Resources at Various Metal Prices (Based on Percent Recovery of Available NSR Value)
Measured and Indicated Resource Only Used to Develop Cone Geometry
Tabulation Includes Inferred Material in the Geometry
Resources Tabulated at $US 7.42 NSR Cutoff Grade
| Case | % of NSR | Discount Rate | HVV Slope Angle | Ore Ktons | NSR ($US) | Copper (%) | Nickel (%) | Cobalt (ppm) | Palladium (ppm) | Platinum (ppm) | Gold (ppm) | Cu Eq (%) | Total Ktons | Strip Ratio |
| 1 | 100% | none | 50 | 194,500 | 12.16 | 0.370 | 0.097 | 66.14 | 0:372 | 0.105 | 0.052 | 0.901 | 759,857 | 2.91 |
| 2 | 95% | none | 60 | 186,019 | 12.25 | 0.374 | 0.097 | 68.07 | 0.374 | 0.105 | 0 .053 | 0.908 | 720,358 | 2.87 |
| 3 | 90% | none | 50 | 141,030 | 12.37 | 0.378 | 0.098 | 68.51 | 0.374 | 0.107 | 0.054 | 0.915 | 497,612 | 2.53 |
| 4 | 85% | none | 50 | 119,361 | 12.47 | 0.382 | 0.098 | 68.12 | 0.379 | 0.108 | 0.055 | 0.926 | 403,264 | 2.38 |
| 5 | 80% | none | 50 | 55,808 | 12.40 | 0.375 | 0.099 | 69.00 | 0.379 | 0.108 | 0.053 | 0.914 | 144,763 | 1.59 |
| 6 | 100% | 1 %/ben | 50 | 159,873 | 12.18 | 0.371 | 0.097 | 68.64 | 0.370 | 0.104 | 0.053 | 0.898 | 576,836 | 2.61 |
| 7 | 100% | 0.5%/ben | 50 | 181,405 | 12.17 | 0.371 | 0.097 | 68.52 | 0.370 | 0.104 | 0.052 | 0.900 | 690,709 | 2.81 |
| 8 | 100% | 0.5%/ben | 42 | 164,166 | 12.20 | 0.372 | 0.097 | 68.42 | 0.371 | 0.105 | 0.053 | 0.901 | 639,643 | 2.90 |
| INDEPENDENT MINING CONSULTANTS, INC. |
10
Mine Phase Designs
Five mining phases were designed. Table 6 summarizes the tonnage and grade results for each phase at the internal NSR cutoff grade ($7.42/t) . The floating cones indicated that the most profitable material was in the south of the orebody; the first three mining phases are located in the south. The final two mining phases are in the north. The final geometry includes a north and a south final pit that are not connected. Note that starting of mining in the south is different than the PFS case, which started in the north. This change is due to the revised economics and change in relative importance of the various metals.
The final pit contains 176,199 ktons of measured, indicated and inferred ore using a $7.42 NSR/t cutoff grade and 720,199 ktons of total material. In terms of ore tonnage it approximates floating cone Cases 2 and 7. It is also close to Case 2 in terms of total tons. The final pit strip ratio is a bit higher than the cones. The 50 degree hangingwall slope angle used in the cones was steeper than could be achieved during pit design due to haulage roads.
Table 7 shows the phase tonnages at higher NSR cutoff grades. Increasing the NSR cutoff grade from $7.42/t to $12.00/t reduces the contained measured, indicated and inferred ore from 176.2 million tonnes to 83.2 million tonnes. Raising the NSR cutoff to $15.00/t drops the contained ore tonnage to 25.6 million tonnes.
Table 8 shows the measured and indicated only ore tonnage within the mining phases at various NSR cutoff grades. Removing the inferred ore grade material has the largest impact on phases 1-South and 3-South.
The net value of each mining phase was calculated to rank the phases and determine the best mining sequence for mine production schedules. The net value was calculated at the internal NSR cutoff grade of $7.42/t. The floating cone input costs of $0.60/t mining and
| INDEPENDENT MINING CONSULTANTS, INC. |
11
$7.42/t for processing and property G&A were used to calculate the costs. Table 9 shows the results on a net value and a value per ton of ore (at internal cutoff grade) calculation. The net value per ton of ore shows that the mining sequence should be south pit and then north pit.
Figure 1 shows the final geometry of the South pit (combination of south phases 1, 2, and 3. Figure 2 shows the final North Pit (north phases 1 and 2). Figure 3 shows the relationship of the 5 mining phases on the 1500 bench.
| INDEPENDENT MINING CONSULTANTS, INC. |
12
Table 6
Mining Phase Resources
Includes Measured, Indicated, and Inferred Resources
Tabulated at $US 7.42 NSR Cutoff Grade
| Phase | Name | Ore Ktons | NSR ($US) | Copper (%) | Nickel (%) | Cobalt (ppm) | Palladium (ppm) | Platinum (ppm) | Gold (ppm) | Cu Eq (%) | Total Ktons | Strip Ratio |
| 1 | ph1sthtr4 | 23,283 | 13.50 | 0.407 | 0.091 | 58.59 | 0.447 | 0.162 | 0.070 | 1.065 | 109,070 | 3.68 |
| 2 | ph2sthtrl | 20,911 | 11.20 | 0.346 | 0.096 | 73.25 | 0.287 | 0.081 | 0.042 | 0.783 | 47,937 | 1.29 |
| 3 | ph3sthtr2 | 62,883 | 12.66 | 0.398 | 0.096 | 66.91 | 0.372 | 0.111 | 0.057 | 0.941 | 277,004 | 3.41 |
| 4 | phlnthtrl | 26,684 | 11.71 | 0.350 | 0.103 | 71.55 | 0.337 | 0.084 | 0.047 | 0.845 | 110,208 | 3.13 |
| 5 | ph2nthtrl | 42,438 | 11.48 | 0.342 | 0.098 | 70.88 | 0.366 | 0.086 | 0.043 | 0.842 | 175,980 | 3.15 |
| TOTAL | 176,199 | 12.17 | 0.372 | 0.097 | 68.22 | 0.365 | 0.104 | 0.052 | 0.900 | 720,199 | 3.09 |
| INDEPENDENT MINING CONSULTANTS, INC. |
13
Table 7
Polymet Mining - MorthMet Project, May 2003 Update
Summary of Mining Phases by NSR Cutoff Values
MEASURED, INDICATED & INFERRED

Table 8
Polymet Mining - MorthMet Project, May 2003 Update
Summary of Mining Phases by NSR Cutoff Values
MEASURED AND INDICATED ONLY

| INDEPENDENT MINING CONSULTANTS, INC. |
14
Table 9
Net Value of Mining Phases
| Mining Phase | Bottom Bench | ORE (=+ $7.42 NSR) | Waste | Total | Phase Net Value | Phase, Net Value per ton of Ore | |||
| Ore ktons | NSR, $ | Cu, % | CuEq, % | ktons | ktons | $ x 1000 | $ | ||
| PH 1 South | 880 | 35,151 | $13.52 | 0.412 | 1.061 | 130,944 | 166,095 | $114,765 | 3.26 |
| PH 2 South | 1200 | 30,911 | $11.20 | 0.346 | 0.783 | 27,026 | 47,937 | $50,281 | 2.40 |
| PH3South | 700 | 51,015 | $12.44 | 0.393 | 0.915 | 168,962 | 219,976 | $124,517 | 2.43 |
| PH 1 North | 1040 | 26,684 | $11.71 | 0.350 | 0.845 | 83,524 | 110,208 | $48,350 | 1.81 |
| H 2 North | 840 | 42,438 | $11.48 | 0.342 | 0.842 | 133,542 | 175,980 | $66,710 | 1.57 |
| INDEPENDENT MINING CONSULTANTS, INC. |
15

16

17

18
Mine Production Schedules
Preliminary mine production schedules were developed using the tonnage tabulations of the five mining phases for ore production rates of 15,000 tons per day (tpd) and 25,000 tpd. It is assumed that the plant will operate 365 days per year, thus the annual ore rate is 5,475,000 tons per year (tpy) for the 15,000 tpd case and 9,125,000 tpy for the 25,000 tpd schedules. The year 1 ore rate is at 85% of the nominal throughput rate and includes any ore mined during pre-production.
The mining sequence is phases 1, 2 and 3 in the south, then phases 1 and 2 in the north pit. Phases 1 and 2 in the south are independent phases and either one of them could be mined ahead of the other. Schedules were tried for both alternatives and starting with Phase 1 give a much higher net value during the earlier years at both production rates. Starting with Phase 1 requires a higher pre-production tonnage but this is more than offset by the higher head grades that are achieved.
The preliminary schedules developed for the two mill throughput rates have not been optimized and are intended to give an initial impression of the response to different cutoff grade sequences. Five cutoff grade schedules were run for each mill rate and the present value of the schedule at the end of years 5, 10 and end of mining was tabulated. This net value includes an allowance for the mine fleet capital (assuming new equipment) using a cost of $1.05 per ton of mining capacity. A discount rate of 8% was used to calculate the present value of the future revenues.
The NSR cutoff sequence used for the five production schedules summarized in Tables 10, 11 and 12 are: Schedule 1: All years at internal cutoff grade of $7.42 Schedule 2: Pre-production through Year 2 at $10.00, Years 3 to 7 at $9.00, Years 8 through 10 at $8.00, and all years after Year 10 at $7.42 Schedule 3: Pre-production through Year 5 at $10.00, Years 6 to 8 at $9.00, Years 9 and 10 at $8.00, and all years after Year 10 at $7.42
| INDEPENDENT MINING CONSULTANTS, INC. |
19
Schedule 4: Pre-production through Year 5 at $9.00, Years 6 through 10 at $8.00, and all years after Year 10 at $7.42
Schedule 5: Pre-production through Year 10 at $8.00, and all years after Year 10 at $7.42
Higher cutoffs than $10.00 NSR were not evaluated because of the rapid decline of ore tonnage as the cutoff is increased, as seen on Table 7. For the sum of the South and North pits, the ore tonnage decreases by 37 million tons when the cutoff is raised from $7.42 to $10.00; this is a 21% decrease. When the cutoff is raised to $12.00, an additional 56 million tons is lost, or 40% of the ore tonnage at the $10.00 cutoff. The corresponding increase in NSR value per ton of ore is $0.80 (7%) when the cutoff is raised from $7.42 to $10.00, and an increase of $1.34 (10%) for the cutoff change from $10.00 to $12.00. The tonnage decrease is faster than the increase in net value as the cutoff is raised.
Table 10 is a summary of the preliminary schedules at 15,000 tpd ore and shows that there is some increase in the net value of the project with a modest increase in the cutoff grade in the early years. A smaller Phase 1 south was developed for the 15,000 tpd ore schedules to see if a smaller pre-production tonnage would improve the economics. Schedules with this sequence of phase designs are shown on Table 11. The smaller preproduction does improve the Year 5 NPV, but by Year 10 it and the schedules shown on Table 10 are similar. The smaller Phase 1 south was not used for the 25,000 tpd schedules because mining would occur too quickly through the benches in the phase.
The 25,000 tpd schedules are shown in Table 12 and show that a less aggressive cutoff grade strategy might be better at the higher throughput rate. The higher rate moves faster through the relative higher grade ore in Phase 1 South, thus bringing lower grade ore forward in time at a faster rate as the cutoff grade is raised. In all cutoff grade cases tested to date, the net values are similar for the preliminary nature of the input data. A 25,000 tpd rate was run with the smaller Phase 1 South and the NPV at Year 5 was about
| INDEPENDENT MINING CONSULTANTS, INC. |
20
half of that shown on Table 12 for the sequence of cutoff grade trials. This is because of reduced amount of higher grade ore in the smaller phase 1.
Table 13 shows a 25,000 tpd ore schedule that has been refined from the preliminary schedules on Table 11. The total mining rate has been smoothed, but at this time is does not match the assignment of integer loading units per mining area. Additional refinements can be made to this schedule.
| INDEPENDENT MINING CONSULTANTS, INC. |
21

22
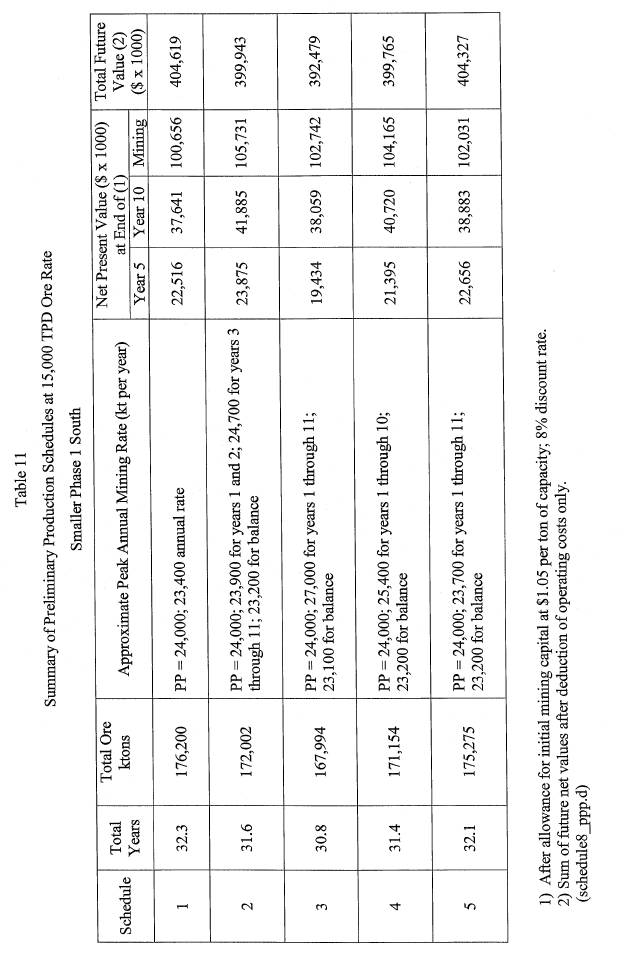
23

24
Table 13
Mine Production Schedule at 25,000 TPD Ore Rate
| ORE | WASTE | TOTAL | |||||
| Year | Cutoff | ktons | NSR,$US | Cu, % | CuEq, % | ktons | Ktons |
| PP | 9.00 | 2,093 | 13.94 | 0.401 | 1.132 | 25,907 | 28,000 |
| 1 | 9.00 | 5,663 | 12.92 | 0.384 | 1.001 | 31,161 | 36,824 |
| 2 | 9.00 | 9,125 | 12.86 | 0.391 | 0.985 | 29,875 | 39,000 |
| 3 | 9.00 | 9,125 | 12.94 | 0.396 | 1.000 | 29,875 | 39,000 |
| 4 | 9.00 | 9,125 | 12.63 | 0.387 | 0.967 | 29,875 | 39,000 |
| 5 | 8.00 | 9,125 | 11.75 | 0.356 | 0.869 | 29,875 | 39,000 |
| 6 | 8.00 | 9,125 | 12.49 | 0.382 | 0.922 | 29,875 | 39,000 |
| 7 | 8.00 | 9,125 | 11.87 | 0.370 | 0.824 | 29,875 | 39,000 |
| 8 | 8.00 | 9,125 | 11.90 | 0.373 | 0.585 | 29,875 | 39,000 |
| 9 | 8.00 | 9,125 | 12.30 | 0.395 | 0.882 | 29,875 | 39,000 |
| 10 | 8.00 | 9,125 | 12.18 | 0.394 | 0.877 | 29,875 | 39,000 |
| 11 | 8.00 | 9,125 | 12.83 | 0.413 | 0.939 | 29,875 | 39,000 |
| 12 | 8.00 | 9,125 | 12.83 | 0.396 | 0.956 | 29,875 | 39,000 |
| 13 | 8.00 | 9,125 | 13.09 | 0.392 | 1.003 | 29,875 | 39,000 |
| 14 | 8.00 | 9,125 | 11.98 | 0.354 | 0.885 | 29,875 | 39,000 |
| 15 | 7.42 | 9,125 | 11.52 | 0.339 | 0.843 | 29,875 | 39,000 |
| 16 | 7.42 | 9,125 | 11.45 | 0.338 | 0.835 | 29,875 | 39,000 |
| 17 | 7.42 | 9,125 | 11.13 | 0.327 | 0.783 | 27,798 | 36,923 |
| 18 | 7.42 | 9,125 | 11.24 | 0.338 | 0.814 | 10,478 | 19,603 |
| 19 | 7.42 | 9,125 | 12.58 | 0.389 | 0.970 | 3835 | 12,960 |
| 20 | 4.42 | 724 | 13.37 | 0.417 | 1.057 | 163 | 887 |
| Total | 172,730 | 12.25 | 0.375 | 0.907 | 547,467 | 720,197 | |
| INDEPENDENT MINING CONSULTANTS, INC. |
25
Changes in Reserves - Preliminary Feasibility Study Case to Current
The purpose of this section is to document the changes in the stated potential minable resources from the Preliminary Feasibility Study published in April 2001 versus the current potential minable resource and to show the sources of the changes. Table 13 shows the resource change due to several different items.
Item 1 shows the potential minable resource at a $4.31 NSR cutoff grade as published in the PFS document. It shows 486.8 million ore tons in a total pit of 1.9 billion tons.
Item 2 shows the impact of excluding inferred resources as per the rules written in Canadian National Instrument 43-101 that became law about the time the PFS was completed. It can be seen that this amounted to 82.3 million tons of ore and the material was at higher average grades than the measured and indicated resources for all metals except cobalt.
Item 3 shows results due to a model developed in March 2001 with 13 additional holes. This model was documented in appendices to the original PFS, but was not the base case model used for that study. It can be seen that the impact was small as 4.7 million tons of low grade ore were added.
Item 4 shows the impact of the revised metal prices, recoveries, and process costs introduced during this May 2003 update. Note that the NSR cutoff grade increased from $4.31 to $7.42 with the revised economics. This resulted in the reduction of 99.7 million ore tons that were at quite low metal grades. Note that compared to Case 3 the metal grades increased significantly, but the NSR value did not increase. There were actually two components in Item 4. The first was the change to prices and recoveries. This caused a large change in NSR values but did not have much impact on ore tons. The second was the change to the process cost which caused the change to NSR cutoff grade. Almost all of the ore decrease is due to this second factor. The "N.A.'s" on the table mean that the calculation is nonsensical due to changes in base parameters between cases.
| INDEPENDENT MINING CONSULTANTS, INC. |
26
Item 5 shows the impact of the May 2003 revision to the model, due to designing ore zones at the higher cutoff grades, as discussed previously. This resulted in a 52.9 million ton decrease in ore tons, but an increase in grade since the ore lost was at marginal values.
Note that Items 1 through 5 were all tabulated inside the PFS final pit design. Note also that the strip ratio increased from 2.95 to 6.49 with the various changes. Item 6 shows the results of a re-design of the final pit to be more appropriate for the current economic conditions. It can be sent that the pit size was decreased by 1.2 billion total tons and that 102.7 million ore tons were lost in the change. The strip ratio is back down to 3.68.
Item 7 shows the effect of adding back inferred material in the pit design. This adds 22.3 million ore tons. The final ore tons and grade shown, as well as total tons, are the same as on Table 6. The strip ratio is similar to the original Item 1 results.
| INDEPENDENT MINING CONSULTANTS, INC. |
27

PolyMet Mining Corporation
NorthMet Project
Processing Facilities Scoping Study

PolyMet Mining Corporation
NorthMet Project
Processing Facilities Scoping Study
Table of Contents
| Section | Page | |
| 1.0 Introduction | ||
| 1.1 Background and Scope of Work | 1-1 | |
| 1.2 Basis of Design | 1-2 | |
| 2.0 Summary | 2-1 | |
| 2.1 Introduction | 2-1 | |
| 2.2 Project Location and Access | 2-2 | |
| 2.3 Process Plant | 2-4 | |
| 2.4 Capital Cost | 2-5 | |
| 2.5 Operating Cost | 2-6 | |
| 3.0 Process Plant | ||
| 3.1 Existing Facilities at Cliffs Erie | 3-1 | |
| 3.2 Metallurgical Testwork and Design | 3-3 | |
| 3.3 Process Design Criteria | 3-5 | |
| 3.4 Process Description | 3-6 | |
| 3.5 Equipment List | 3-14 | |
| 4.0 Operating Cost Estimates | ||
| 4.1 Summary | 4-1 | |
| 4.2 Basis of Estimate | 4-2 | |
| 5.0 Capital Cost Estimates | ||
| 5.1 Summary | 5-1 | |
| 5.2 Basis of Estimate | 5-3 | |
| Appendices | ||
| Appendix 1- Process Design Criteria | ||
| Appendix 2- Drawings | ||
| Appendix 3- Equipment List | ||
| Appendix 4- Operating Costs | ||
| Appendix 5- Capital Costs | ||
1.0 Introduction
|
| NorthMet Project Processing Facilities Scoping Study |
1.0 Introduction
1.1 Background and Scope of Work
PolyMet Mining Corporation (PolyMet) intends to develop the NorthMet deposit located in the Mesabi Iron Range in Northeastern Minnesota. The project is located approximately 70 miles north of Duluth. The NorthMet Project is a polymetallic magmatic sulfide deposit containing platinum, palladium, gold, copper, nickel, cobalt, and silver. The deposit is hosted near the base of the Duluth Mafic Complex and is one of the largest undeveloped non-ferrous metal project in the U.S.
In 2001, (AMEC) (formerly AGRA Simons Inc.) completed a pre-feasibility level study for the NorthMet project. In 2003, a new management team review of the pre-feasibility work concluded that a technically simpler, lower tonnage project would be more appropriate to advance the project to feasibility level. As part of the strategy of the new management team, Polymet has secured an option to purchase and utilize the processing facilities available at the Cliffs Erie site in Hoyt Lakes, Minnesota. These assets were formerly owned by LTV Steel Mining Company, which permanently closed its iron ore mining and palletizing operations in January 2001. The Cliffs Erie site historically processed 100,000 st/day of iron ore through crushing, grinding and flotation. The Cliffs Erie plant acquisition therefore provides the "front end" of the proposed Polymet plant for treatment of NorthMet ore as well as land, buildings (for concentrate processing and metal recovery). Rail access and tailings dam facilities. As part of this revised approach, Polymet intend to utilize part of the existing processing facilities at the Cliffs Erie site in Hoyt Lakes, Minnesota. These assets were formerly owned by LTV Steel Mining Company, which permanently closed its iron ore mining and pelletizing operations in January 2001.
Penguin Automated System Inc. (Penguin ASI) was contracted in January 2004 to prepare a scoping level study for the NorthMet process plant facilities based on the revised concept as a prelude to proceeding to a feasibility study.
| Penguin Automated Systems Inc. | 1-1 |
| NorthMet Project Processing Facilities Scoping Study |
The Scope of Work was defined in the proposal issued January 21st 2004 and is summarized as follows:
- Develop scoping level capital and operating cost estimates for a stand aloneconcentrator capable of treating 9,125,000 tonnes per annum and utilizing parts of theexisting Cliffs Erie processing facilities.
- Prepare preliminary flowsheets, material balances, process design criteria, equipmentsizing and process plant layouts to support the development of the capital andoperating costs.
This study is based on the AMEC pre-feasibility report, testwork reports from SGS Lakefield, metallurgical data supplied by Polymet and site visits and discussions with key personnel at the Cliffs Erie site.
1.2 Basis of Design
The basis of design was to develop capital and operating costs to a scoping level estimate of +/- 30 %.
The capital cost estimates are based on flowsheets and layouts. Process equipment costs are based on preliminary budget quotes or factored from the previous study.
Operating cost estimates are based upon the estimated manpower requirements and reagent and consumable quantities developed jointly between Polymet and Penguin ASI and updated to reflect current cost data. Power costs are based on data gathered from site.
All currency amounts are stated in first quarter 2004 US dollars. All units of measurement are in metric units unless otherwise noted.
| Penguin Automated Systems Inc. | 1-2 |
2.0 Summary
|
| NorthMet Project Processing Facilities Scoping Study |
2.0 Summary
2.1 Introduction
The NorthMet Project is a large disseminated polymetallic deposit located North of Duluth Minnesota. It is proposed that the project be developed to exploit the mineral resources to produce the following three primary products:
- copper cathode,
- a nickel/cobalt hydroxide and
- a concentrate containing platinum group metals (PGM's).
The project will utilize crushing, grinding and flotation processes followed by a standard autoclave circuit based on the patented PlatSol process. The copper metal will be recovered utilizing a conventional SX/EW circuit.
The nickel/cobalt and PGM concentrates will be refined offsite. The process will also produce significant quantities of gypsum and carbon dioxide gas as potentially saleable by-products. This is something that will be examined more completely during feasibility.
The average daily milling rate will be 25,000 tonnes per day based on a 91% overall plant availability equivalent to 9,125,000 tonnes per annum. Grades, recoveries and metal production are summarised in Table 2.1.
| Cu | Ni | Co | Au | Pt | Pd | |
| Head grade Recovery to concentrate Concentrate grade Pressure Leach Extraction Recovery from Leach Solution Overall Recovery Metal Production tonnes per year | 0.4% 93.7% 14.6% 99.6% 99.0% 92.4% 33,723 | 0.11% 69.0% 2.94% 98.9% 99.0% 67.6% 6,755 | 0.0088% 42.0% 0.14% 96.0% 99.0% 39.9% 319 | 0.0g/t 75.7% 1.6g/t 96.0% 99.0% 72.0% 0.36 | 0.11g/t 76.9% 3.32g/t 96.0% 99.0% 73.1% 0.74 | 0.38g/t 79.6% 11.82g/t 96.0% 99.0% 75.7% 2.63 |
| Penguin Automated Systems Inc. | 2-1 |
| NorthMet Project Processing Facilities Scoping Study |
2.2 Project Location and Access
The NorthMet deposit is located in northeastern Minnesota, St. Louis County, 100 miles north of Duluth and 4 miles south of Babbitt (see Figures 2.1 and 2.2) . The famous large-scale open-pit Mesabi Range iron mining operations are within two miles of the project. The Polymet process plant will be constructed on the site of the existing Cliffs Erie iron ore facilities located some 5 miles away by railroad from the deposit. The assets were formerly owned by LTV Steel Mining Company, which permanently closed its iron ore mining and pelletizing operations in January 2001. Founded as Erie Mining Company, LTV Steel Mining Company was one of the first taconite production facilities in Minnesota and in the iron mining industry. The construction of the Hoyt Lakes mine, plant, loading dock and the power plant facilities at Taconite Harbor was completed in 1957 at a cost of $300 million. Polymet has already acquired ownership of certain land, crushing and concentrating facilities, as well as shops, warehouses and other assets at the Cliffs Erie location and also has access to already established roads, tailings disposal facilities, water, electricity, offices and rail service. Rail lines connect to ports on nearby Lake Superior, all of USA and Canada.
| Penguin Automated Systems Inc. | 2-2 |
| NorthMet Project Processing Facilities Scoping Study |
Figure 2.1 NorthMet Deposit Location
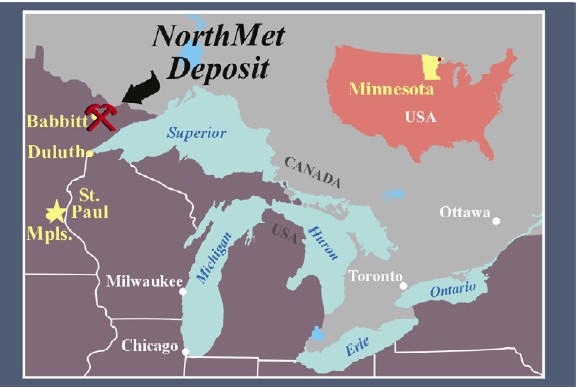
| Penguin Automated Systems Inc. | 2-3 |
| NorthMet Project Processing Facilities Scoping Study |
Figure 2.2 NorthMet Deposit Location

Accommodations and full services are located nearby in both Hoyt Lakes and Babbitt. Experienced general construction and operations labour can be obtained from the local area population.
2.3 Process Plant
The NorthMet Project will utilize parts of the existing processing facilities at the Cliffs Erie site for crushing and grinding of the ore. A new flotation plant will be installed in the existing concentrator building with new facilities and equipment installed for the downstream hydrometallurgical processes. The existing infrastructure and plant services will be utilized for the project.
| Penguin Automated Systems Inc. | 2-4 |
| NorthMet Project Processing Facilities Scoping Study |
2.4 Capital Cost
A scoping level capital cost estimate for the process facilities was prepared. The capital cost of the processing facilities was estimated to be $199,426,621. This estimate is summarized in the following table 2.4.1.
| Item | Cost ($000) |
| Crushing | 3,082 |
| Grinding | 4,282 |
| Flotation & Regrind | 17,546 |
| Pressure Leaching | 31,052 |
| Solid / Liquid Separation | 6,667 |
| PGM Recovery | 5,082 |
| Neutralization | 8,867 |
| Solvent Extraction | 6,439 |
| Electrowinning | 18,749 |
| Fe & Hydroxide Precipitation | 6,003 |
| Infrastructure & Auxiliary Services | 12,587 |
| Tailings | 4,549 |
| Mining | 5,760 |
| Subtotal Direct Costs | 130,665 |
| EPCM | 19,600 |
| Construction Indirects | 2,872 |
| Capital Spares | 4,323 |
| First Fills | 4,000 |
| Vendor Representatives | 1,319 |
| Freight | 2,499 |
| Start Up and Commissioning | 910 |
| Contingency | 33,238 |
| Total Project Cost | $199,426 |
| Penguin Automated Systems Inc. | 2-5 |
| NorthMet Project Processing Facilities Scoping Study |
The capital cost estimate includes the estimated direct cost for equipment, material and labour and cost estimates for the project indirect costs including EPCM, start up, construction indirects, first fill, spares and contingency.
2.5 Operating cost
The annual operating costs for the processing facilities were estimated to be $60.2 million including a 5% contingency or $6.59 per ton milled. The processing operating cost estimate is summarized in the following table 2.5.1.
| Description | Total Cost US$ | US$/tonne |
| Consumables | 22,142,258 | 2.43 |
| Labour | 10,977,823 | 1.20 |
| Power | 16,746,886 | 1.84 |
| Plant Operating Supplies | 400,000 | 0.04 |
| Maintenance Supplies | 1,915,896 | 0.21 |
| Environmental Monitoring | 300,000 | 0.03 |
| G&A | 4,856,600 | 0.53 |
| Sub total | 57,339,463 | 6.28 |
| Contingency 5 % | 2,866,973 | 0.31 |
| Total | 60,206,436 | 6.59 |
| Penguin Automated Systems Inc. | 2-6 |
3.0 Process Plant
|
| NorthMet Project Processing Facilities Scoping Study |
3.0 Process Plant
3.1 Existing Facilities at Cliffs Erie
The polymet process will incorporate standard crushing, grinding and flotation to produce a concentrate for hydromettalurgical processing to produce copper cathodes, nickel cobalt hydroxide and a PGM concentrate.
The NorthMet project process facility will be located within the existing Cliffs Erie plantsite making use of the following:
- one circuit of the rail dump pocket and the 60" gyrosphere crusher;
- the withdrawal feeder and the transfer conveyors to the coarse ore bins;
- 2-7' standard cone crushers and associated feeders;
- 4-7' short head cone crushers and associated feeders and screens;
- belt conveyors and tripper to the fine ore bins;
- 8 sets of rod/ball mill circuits;
- three regrind mills (two for concentrate regrind and one for limestone);
- ancillary facilities and offices;
- infrastructure including power supply and distribution;
- tailing storage and reclaim water facility.
| Penguin Automated Systems Inc. | 3-1 |
| NorthMet Project Processing Facilities Scoping Study |
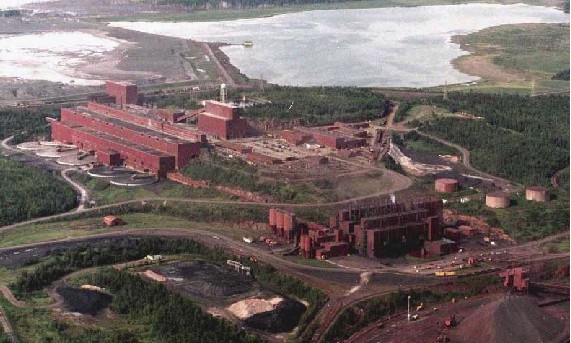

| Penguin Automated Systems Inc. | 3-2 |
| NorthMet Project Processing Facilities Scoping Study |
In early January 2004, the facilities were visually inspected by Equipment Specialist Dave Phelps (FFE Minerals) and Mickey Trader (Penguin ASI) and found to be in good standing. The plant is generously designed with good maintenance and service crane access to all major equipment.
It was noted that the previous operators kept excellent records of all equipment maintenance and spare parts.
3.2 Metallurgical Testwork and Design
Polymet conducted benchscale and pilot plant work at SGS Lakefield in preparation for the AMEC feasibility study. This work was reviewed and evaluated by T.O'Kane of Polymet and was reported separately at the same time as the AMEC study. The metallurgical testwork results, recommendations and flowsheet design as provided by Mr O'Kane were incorporated into the AMEC process facility design and equipment list without audit by AMEC. In compiling this scoping study, Penguin ASI has relied on process design criteria data in the AMEC report and in the hydrometallurgical mass balance provided by Polymet and has not audited or confirmed this data except for the following:
- Penguin ASI reviewed the filtration data from the pilot plant work and used theappropriate filtration rates for sizing the leach residue and gypsum filters
- Penguin ASI reviewed the calculation accuracy and completeness of thehydrometallurgical mass balance but did not conduct a metallurgical audit
In the next phase of the project a full review of all testwork completed to date will be required. Based upon the limited review that has been completed, Penguin ASI recommends the following additional testwork:
- Grinding testwork to confirm work indices of the ore and concentrate, and
- Filtration testwork on PGM concentrates to determine filtration rates.
There may be other areas that require additional or confirmatory work. This can only be assessed after a full review of all testwork completed to date.
| Penguin Automated Systems Inc. | 3-3 |
| NorthMet Project Processing Facilities Scoping Study |
Penguin ASI developed an overall mass balance for the NorthMet process based on the hydrometallurgical mass balance provided by Polymet, which set the feed headgrades and recoveries for copper, nickel, cobalt and PGM's at and a throughput of 9,125,000 tonnes per annum.
The development of the flowsheet and equipment sizing for the crushing, grinding and flotation process facilities was based on flowrates derived from this mass balance, plus process design criteria developed from the AMEC study and information by SGS Lakefield who were responsible for the pilot plant flotation trials. The flowsheet for the hydrometallugical facilities – pressure oxidation, solid-liquid separation, PGM recovery, copper SX/EW and nickel/cobalt hydroxide recovery – was derived primarily from the AMEC study with equipment resized accordingly for the new plant throughput, plus input from T.O'Kane of Polymet for the autoclave circuit. Testwork data from SGS Lakefield was reviewed for sizing of thickeners and filters.
Work indices used for crushing and grinding circuit calculations are estimates provided by SGS Lakefield based on limited grinding testwork. These numbers will require confirmation in the next phase.
| Penguin Automated Systems Inc. | 3-4 |
| NorthMet Project Processing Facilities Scoping Study |
3.3 Process Design Criteria
The detailed process design criteria is presented in Appendix 1 and the key criteria is summarized in Table 3.1.1.
Table 3.1.1 Process Design Criteria Summary
| Parameter | Design Criteria |
| Annual mill throughput Average daily mill throughput Plant Availability Operating Hours per day Hourly Throughput Concentrate produced Rod mill work index Ball mill work index Regrind work index Feed size to flotation Feed size to pressure leach Pressure leach residence time Autoclave operating temperature Autoclave operating pressure H2 SO4 concentration Cl concentration Cu SX plant Organic / Acid ratio PLS Cu Raffinate Cu SX Cu recovery E/W current density Cathodes per cell Total cells required | 9,125,000 tonnes 25,000 tpd dry 91.34% 24 1140 tph dry 703 tpd dry 14 kWh/t 17 kWh/t 7.5 kWh/t 200 micron 15 micron 2 hours 225C 475 psig 50-60 g/l 10g/l 2 extraction; 1 wash; 2 strip 1.5:1 18.4g/l 0.99g/l 94.62% 260 amp/m² 54 125 |
| Penguin Automated Systems Inc. | 3-5 |
| NorthMet Project Processing Facilities Scoping Study |
3.4 Process Description
The overall process flow is described in the block flow diagram presented overleaf.Process flowsheets, general arrangements and site plan are provided in Appendix 2.
3.4.1 Crushing
Run of mine ore will be delivered by rail to the Cliffs Erie process plant and dumped into the primary crusher surge pocket. From the surge pocket, the ore will flow to a single existing 60" by 89" gyratory crusher set to produce a nominal coarse ore product with a P80 sizing of 6 inches. The existing secondary gyratory crushers will be removed and a surge pocket will be constructed allowing the crushed ore to discharge onto an existing apron feeder. The apron feeder will in turn discharge onto the exiting coarse ore surge bin feed conveyor. Ore from the coarse ore surge bin will discharge via the existing vibrating feeders onto existing belt feeders feeding two existing 7' standard cone crushers. Each 7' cone will discharge onto two existing vibrating feeders, each feeding an existing 6' x 10' vibrating screen. Screen oversize discharges into one of four existing 7' shorthead cone crushers. The minus ¼" discharge from the tertiary shorthead crushers will combine with the screen undersize onto the existing feed conveyor to the existing fine ore bin.
3.4.2 Grinding
Ore from the fine ore bin will discharge via existing vibrating and belt feeders to the existing rod and ball mill circuits. For the design throughput of 25,000 tpd, 8 of the existing 12 circuits will be utilized. Each rod mill will operate in open circuit, with the rod mill discharge feeding a ball mall in closed circuit with new hydrocylones. The grinding circuit will produce a flotation feed of 30% solids at a P80 sizing of 200 micron.
| Penguin Automated Systems Inc. | 3-6 |
| NorthMet Project Processing Facilities Scoping Study |

| Penguin Automated Systems Inc. | 3-7 |
| NorthMet Project Processing Facilities Scoping Study |
3.4.3 Flotation and Regrind
Cyclone overflow from the grinding circuits combine to feed a conditioning tank with a 5-minute retention time. The conditioner will feed a single bank of 4-160m3 rougher tank cells providing a total residence time of approximately 8 minutes. Rougher discharge will feed 2 parallel banks of 5-160m3 tank cells providing a residence time of 20 minutes.
Rougher concentrate combines with re-cleaner tail to feed the first cleaner flotation circuit. The cleaner flotation circuit will consist of a single bank of four 20m3conventional cells providing 16 minute retention time. Scavenger concentrate, mixed with cleaner tail, will be reground in an existing regrind ball mill to a target P80 of 30 micron prior to recirculation back to the conditioning tank. Cleaner concentrate will be fed to a single re-cleaner column cell, providing 16-minute retention time, for final concentrate cleaning. Cleaner concentrate will report to the concentrate regrind mill where the concentrate will be reground to the target P80 sizing of 15 micron, prior to pressure oxidation. A second existing regrind mill (using ceramic balls as grinding media to reduce iron contamination) will be used for this purpose.
Reground concentrate thickened to 50% solids and stored in a concentrate storage tank, which provides 12 hours of surge capacity between the flotation circuit and downstream hydrometallurgical processing.
Flotation tailings will be pumped to the existing Cliffs Erie tailings impoundment.
The flotation circuit reagents (MIBC, PAX, Flex 31, and WW1 752) are based on the AMEC study and was developed for effective base metal recoveries with associated high PGM recovery.
Flotation circuit metallurgical accounting will be accomplished using the sample data from an on-stream analyzer, and automated shift sample collection that will be obtained from sample multiplexers on the on-stream analyzer system.
| Penguin Automated Systems Inc. | 3-8 |
| NorthMet Project Processing Facilities Scoping Study |
3.4.4 Pressure Leaching
Pressure Leaching is based on standard Autoclave technology and utilizes the patented PlatSol process. Concentrate will be blended in the autoclave feed tank with sodim chloride prior to pumping into the autoclave at 50% solids. Recycled copper SX/EW raffinate will be pumped into the autoclave to maintain temperature control.
The two autoclaves will provide the required 2-hour residence time for the feed slurry. Each autoclave will have 6 compartments, and will be designed to operate at 225°C and approximately 475 psig. These pressures and temperatures are standard for autoclave dsign in the refractory gold ore/concentrate oxidation process. The NorthMet autoclave design will comprise a mild steel pressure vessel with a polymer-thermoplastic membrane corrosion barrier and two layers of acid resistant brick for thermal and abrasion resistance. This design follows the the reported design of the Phelps Dodge copper concentrate autoclave at Bagdad, Arizona. The Phelps Dodge autoclave has been designed for temperatures up to 235C and pressures of up to 4000 kPa.
Autoclave utilities and ancillary equipment include a packaged steam boiler for start-up heating, agitator seal water systems, compressed air, water treatment units, and oxygen blowout vessels. Oxygen supplied, at 98% purity, to the pressure oxidation circuit will be delivered via an "over the fence" type contract.
The slurry is cooled to below 63° C via a single stage let down and slurry coolers prior to downstream metal extraction processes.
3.4.5 Leach Residue
Prior to metal recovery, the leach residue will be separated from the pregnant leach solution (PLS) to provide a high recovery of solute via filtration and washing of the leach residue. To accomplish this, the circuit will include a primary thickener followed by a pressure plate filter unit. A wash ratio of 4:1 will be used to maintain high solute recoveries. Autoclave residue filter cake will be re-pulped and fed to a scavenger flotation circuit to recover residual PGM's. The PGM
| Penguin Automated Systems Inc. | 3-9 |
| NorthMet Project Processing Facilities Scoping Study |
concentrate will be re-circulated back to the feed end of the autoclave and the flotation tailing will be pumped to a new hydromet tailings impoundment constructed inside the existing tailings impoundment.
3.4.6 PGM Recovery
PLS will be mixed with S02 to ensure total reduction of oxidize iron species in solution (Fe (III) is reduced by Fe (II) in solution by SO2). The SO2 will be produced by a packaged sulphur burner system. After ferric iron reduction, the solution will be processed through a two-stage pipe reactor system, with the addition of NaHS, to precipitate the platinum and precious metals. After filtration, the PGM precipitate will be releached in a sulfuric acid solution in a batch autoclave to leach any co-precipitated base metals (Cu, Ni, Co) and sulfur/sulfides to produce a high grade PGM precipitate for toll refining. Batch autoclave leach solution will be recirculated back to the PLS surge tank before precious metal recovery to ensure full recovery of valuable metals.
3.4.7 Neutralization
The PLS filtrate from the PGM precipitation system will require neutralization to pH 2 prior to copper solvent extraction. Filtered PLS will be pumped from the neutralization surge tank to the solution neutralization cascade that consists of three tanks with a total retention of 180 minutes. Limestone is added to maintain a pH of 2 and prepare the solution for copper solvent extraction.
The slurry exiting the precipitation tanks will be pumped to a thickener. Thickener underflow is filtered using an automatic plate and frame pressure filter package. The filter cake solids (saleable grade gypsum) will be discharged to a conveyor and stockpiled prior to re-sale.
| Penguin Automated Systems Inc. | 3-10 |
| NorthMet Project Processing Facilities Scoping Study |
3.4.8 Copper Solvent Extraction and Electrowinning
Copper PLS from the neutralization circuit will be stored in the copper SX feed tank providing 4 hours of surge capacity. PLS will be filtered to avoid crud formation in the SX circuit. The filtration will use multi-media pressure filters and the backwash will be returned to the gypsum thickener. Copper will be extracted from the PLS into an organic solution containing 30% by volume of Cognis LIX-984.
The extraction circuit consists of three mixer settlers, in which the aqueous feed and the barren organic flow counter-current to one another. Raffinate leaving the final extractor will report to the copper raffinate tank, from which solution will either be recirculated back to pressure oxidation for use as cooling liquid, or sent forward to bleed treatment.
Copper loaded organic is pumped from the first stage extractor to the loaded organic tank where entrained aqueous solution will have the chance to settle out. Solution recovered in this way will be collected in a sump at the bottom of the tank and is periodically returned to the extraction circuit.
Loaded organic will be contacted, in a two-stage copper strip circuit, with lean electrolyte recycled from copper EW. The stripped organic will pass through to extraction, while the rich electrolyte will be pumped through organic recovery columns, and anthracite based multi-media filters to coalesce any residual organic, before discharging into the electrolyte recirculation tank.
The copper EW circuit reflects ISA stainless steel cathode tankhouse technology. Rich electrolyte will be trim heated to approximately 120°F before entering the tankhouse EW cells, using an indirect hot water heating system. A 125-cell tankhouse will provide the capacity required to harvest 33,000 tonnes per year of cathode copper.
| Penguin Automated Systems Inc. | 3-11 |
| NorthMet Project Processing Facilities Scoping Study |
Cathodes from the EW cells will be harvested on a daily basis, after a 7-day growth cycle. The copper sheets will be mechanically stripped from the stainless steel blanks using a standard fully automatic cathode washing and stripping machine. The stripping machine will also provide mechanical stacking, strapping, and weighing of the cathode bundles in preparation for shipping to market.
3.4.9 Nickel-Cobalt Hydroxide
Iron and aluminum must be removed from copper SX raffinate bleed solution before the extraction of nickel and cobalt.
In the first of three precipitation cascades, iron will be removed as goethite. In order for goethite to be formed, the bleed stream will be pre-heated to 170° F by direct steam injection into a tank with 45 minutes retention time. Direct injection will be used to negate the problem of gypsum scaling on the solution side of a shell and tube heat exchanger.
Hot solution overflows the pre-heat tank and will enter the first of five tanks in the iron precipitation cascade. Limestone will be added to the first tank to neutralize free acid in the copper raffinate, and will result in gypsum precipitation. Air is sparged into tanks l, 2 and 5 to facilitate ferrous oxidation, allowing ferric precipitation as goethite. In the third and fourth tanks ferrous oxidation will be enhanced using a mixture of oxygen and sulfur dioxide. More limestone will be added to neutralize the acid generated by the goethite precipitation and maintain a discharge pH of 3.5. At this pH a significant percentage of the aluminum hydrolyses and precipitates while loss of the valuable metals (Ni, Co, Zn) is minimized.
Overflow from the fifth tank will be pumped to a thickener where the solids settle to a density of 40 wt%. A significant portion of the thickened underflow will be returned to the precipitation cascade, where the solids act as seeds to facilitate the growth of larger particles, which in turn improves settling and filtration characteristics. The balance of the thickener underflow will be filtered through a plate-type pressure filter. After
| Penguin Automated Systems Inc. | 3-12 |
| NorthMet Project Processing Facilities Scoping Study |
washing to recover entrained nickel and cobalt, the cake will discharge into a tank where it is slurried with reclaim water and pumped to a new tailings impoundment on the existing tailings dam
Overflow from the iron thickener will be neutralized with magnesium oxide in two stirred tanks to precipitate a combined nickel/cobalt hydroxide. Slurry will discharge from the second tank into a thickener. Thickener underflow is filtered in a plate-type pressure filter. The filter cake will be collected and steam dried prior to bagging for dispatch to an off site nickel/cobalt refinery.
Thickener overflow will be treated with lime in two stirred tanks to precipitate any remaining valuable metal content. Slurry will discharge from the second tank to a thickener. Thickener underflow will be recycled back to the leach residue thickener. Thickener overflow will be pumped to a new tailings impoundment on the existing tailings dam.
The valuable metals (Ni, Co) will be redissolved under the strong acid conditions prevailing in the leach residue thickener.
3.4.10 Tailings
The existing tailings facility at Cliffs Erie will be used to contain tailings products from the NorthMet process plant. Flotation plant tailings will form the bulk of the tailings products and will be discharged to the existing dam using the existing pumping and piping arrangement.
There will be three new hydromet tailings produced:
- leach residue flotation tailings,
- iron/aluminum gypsum sludge
- solution from the hydroxide precipitation circuit.
| Penguin Automated Systems Inc. | 3-13 |
| NorthMet Project Processing Facilities Scoping Study |
Each of these tailings will be contained in separate lined ponds constructed on the existing tailings dam. Each pond will have an initial capacity of 3 years storage.
3.4.11 Reagents
Included on the equipment list are the proposed reagent systems to support the process plant operations. Reagent systems included are:
- Limestone: Rail receipt and off-load, conveying, crushing and grinding, slurry storage and distribution loop. (An existing mill will be used for grinding.)
- MIBC: Bulk liquid storage and distribution.
- PAX: Mixing, storage and distribution.
- Flex 31: Bulk liquid storage and distribution.
- WW 1752: Bulk liquid storage and distribution.
- Flocculent: Mixing, storage and distribution
- Sulfuric Acid: Bulk liquid storage and distribution.
- NaHS: Bulk liquid storage and distribution.
- NaCl: Mixing, storage and distribution.
- MgO: Mixing, storage and distribution.
- CaO: Mixing, storage and distribution
- Sulphur: Bulk storage, burner, distribution and SO2 scrubbing
3.4.12 Infrastructure and Ancillary Services
Reclaim water, utilities and services, compressed air supply, power supply and distribution, offices, warehousing and laboratories will all be provided for by existing facilities at the Cliffs Erie plant site. New assay laboratory equipment will be purchased for the NorthMet project.
3.5 Equipment List
A mechanical equipment list was developed and is presented in Appendix 3.0.
| Penguin Automated Systems Inc. | 3-14 |
4.0 Operating Cost
|
| NorthMet Project Processing Facilities Scoping Study |
4.0 Operating Costs
4.1 Summary
The operating cost estimate for the study is based on the following six major cost centers:
- Reagents and consumables
- Manpower
- Electrical power
- Plant operating supplies
- Maintenance supplies
- General and administration (G&A)
The development of the project mine operating costs is beyond the scope of this study and have not included.
A contingency of 5% has been applied and all costs are estimated in first quarter 2004 US dollars.
Average operating expenditures for the process plant facilities are estimated to be $60.2 million dollars per year or $6.59 per tonne milled based on an annual plant throughput of 9,125,000 tonnes. A breakdown of the costs is summarized in Table 4.1 and details are provided in Appendix 4.
| Description | Total Cost US$ | US$/tonne |
| Consumables | 22,142,258 | 2.43 |
| Labour | 10,977,823 | 1.20 |
| Power | 16,746,886 | 1.84 |
| Plant Operating Supplies | 400,000 | 0.04 |
| Maintenance Supplies | 1,915,896 | 0.21 |
| Environmental Monitoring | 300,000 | 0.03 |
| G&A | 4,856,600 | 0.53 |
| Sub total | 57,339,463 | 6.28 |
| Contingency 5 % | 2,866,973 | 0.31 |
| Total | 60,206,436 | 6.59 |
| Penguin Automated Systems Inc. | 4-1 |
| NorthMet Project Processing Facilities Scoping Study |
4.2 Basis of Estimate
4.2.1 Consumable Unit costs
All costs are expressed in terms of US$ and metric tonnes and are based largely on unit rates FOB mine site provided by Polymet and reviewed by Penguin. In some cases, Penguin has sourced unit rates directly from vendors. For some items, unit rates from the AMEC study have been used. In all cases, the unit cost source is listed in the detailed operating cost breakdown in Appendix 4.
4.2.2 Consumable Consumption Rates
Crusher, mill liners and grinding media
Estimated liner and steel media consumption rates are based on Penguins in-house experience. Consumption of ceramic grinding media used in the final concentrate regrind mill is based on vendor experience.
Reagents and chemicals
Unit consumption rates for flotation reagents have been taken from the AMEC study. Unit rates for the hydrometallurgical plant consumables are based on the Polymet mass balance.
4.2.3 Manpower
The total workforce for the process plant facilities is estimated to be 170 supervisory, operating and maintenance personnel. The staffing plan by component is in Table 4.2.
| Penguin Automated Systems Inc. | 4-2 |
| NorthMet Project Processing Facilities Scoping Study |
Table 4.2 Staffing Plan
| STAFF | No. | MAINTENANCE | No. | OPERATIONS | No. |
| Mill Superintendant | 1 | Maintenance Superintendent | 1 | General Foreman Operations | 1 |
| Chief Metallurgist | 1 | General Foreman Maintenance | 1 | Operations Shift Foreman | 8 |
| Metallurgist | 4 | Maintenance Planner | 2 | Mill Clerk | 2 |
| Maintenance Clerk | 2 | Crusher Operator | 4 | ||
| MILL WAREHOUSE | No. | Millwright/Mechanic | 12 | Grinding Operator | 8 |
| Warehouse Supervisor | 1 | Millwright Apprentice | 6 | Flotation/ Regrind/Tails Operator | 8 |
| Warehouseman | 4 | Welder | 4 | Operator | 4 |
| Warehouse Clerk | 1 | Machinist | 3 | POX Operator | 4 |
| Chief Electrician | 1 | PGM Operator | 8 | ||
| LABORATORY | No. | Electrician | 3 | Neutralization Operator | 4 |
| Chief Chemist | 1 | Instrumentation Tech | 5 | Cu SX/TF Operator | 3 |
| Chief Assayer | 1 | Cu EX Operator | 6 | ||
| Assayer | 6 | Cu Cathode Stripping Operator | 3 | ||
| Sample Prep | 6 | Hydroxide Operator | 6 | ||
| Lab Clerk | 1 | Limestone Plant Operator | 4 | ||
| Reagents Operator | 8 | ||||
| Labourer | 14 | ||||
| Railhead Operator | 4 | ||||
| Janitor | 1 |
| Penguin Automated Systems Inc. | 4-3 |
| NorthMet Project Processing Facilities Scoping Study |
The process plant facility labor plan utilizes two different shift schedules:
Type I Day shift only. One shift per day, eight hours per shift, five days per week, for a total of 2,080 hours per year per employee.
Type II Shift work - 24-hour operations coverage. Three shifts per day, eight hours per shift, shift rotation for a total of 2,080 hours per year per employee.
All supervisory, technical, and warehouse personnel are on a Type I schedule, as well as most maintenance personnel except for service mechanics who are on a Type II rotation.
It is assumed that non-union labour will be employed at the NorthMet plant. Wages and salaries are based on the current ranges in the region for similar operations levels. Employees on a Type II shift rotation are paid overtime. For overtime, employees are paid at 1.5 times the base hourly rate plus any applicable shift differential. An allowance of 20% has been included in the labor operating costs for Type II employees for overtime.
Fringe benefits are estimated at 30% of the base annual cost for salaried and wage personnel, in accordance with fringe benefit costs experience by local mines.
These include allowances for the following:
- Payroll taxes
- 401 k contributions
- Group medical and life insurance
- Accidental death and dismemberment insurance and long term disability insurance
- Medical stop loss
- Worker's compensation premiums of 5%.
Fringe benefits are included in the labour cost calculation
| Penguin Automated Systems Inc. | 4-4 |
| NorthMet Project Processing Facilities Scoping Study |
4.2.4 Electrical Power
The load list developed for the AMEC study was factored accordingly to reflect the current process plant design and the total load estimate required for the process plant will be 48 MW. The local utility provider, Minnesota Power, will supply power at a unit power rate of $0.033 per kWh for the first 25 MW and $0.036 thereafter.
4.2.5 Supplies
Operating and maintenance supplies are estimated on the basis of industry averages. The maintenance supplies allowance is approximately 3% of the mechanical equipment capital cost for the process plant. Operating supplies allow for general plant supplies and plant mobile equipment operations and maintenance. The operating supply annual cost for plant assay supplies and general mill supplies is estimated at $200,000. The annual expenditure for operating and maintaining the mill mobile equipment fleet is estimated at $200,000.
4.2.6 Freight
Operating consumables are to be purchased FOB at the mine site. A freight estimate of $30 per ton has been assumed for purchases of grinding media and liner steel, as well as general allowances for reagents, chemicals and other consumables.
4.2.7 Inflation
The operating cost estimates include no allowance for inflation
4.2.8 Taxes
As per the AMEC study, the only consumable subject to Minnesota State sales tax is crushing and grinding media (liners and balls). A sales tax of 6.5% has been included in the costs for these items.
| Penguin Automated Systems Inc. | 4-5 |
5.0 Capital Cost
|
| NorthMet Project Processing Facilities Scoping Study |
5.0 Capital Costs
5.1 Summary
The preproduction capital cost estimate for the design, procurement and construction of the NorthMet Project facilities was developed based upon the process and ancillary facilities previously defined.
The initial capital for the processing facilities and infrastructure was estimated to be $199.4 million. Table 5.1 -1 summarizes the preproduction capital costs for development of the project including direct and indirect costs associated with the construction of the facilities. Sustaining capital costs are not included. The capital cost estimate was largely based on factored estimates and is considered accurate to within +/- 30% at the summary level. All costs are in 1st quarter, 2004 U.S. dollars. The detailed cost estimate is included in Appendix 5.
| Penguin Automated Systems Inc. | 5-1 |
| NorthMet Project Processing Facilities Scoping Study |
| Item | Cost ($000) |
| Crushing | 3,082 |
| Grinding | 4,282 |
| Flotation & Regrind | 17,546 |
| Pressure Leaching | 31,052 |
| Solid / Liquid Separation | 6,667 |
| PGM Recovery | 5,082 |
| Neutralization | 8,867 |
| Solvent Extraction | 6,439 |
| Electrowinning | 18,749 |
| Fe & Hydroxide Precipitation | 6,003 |
| Infrastructure & Auxiliary Services | 12,587 |
| Tailings | 4,549 |
| Mining | 5,760 |
| Subtotal Direct Costs | 130,665 |
| EPCM | 19,600 |
| Construction Indirects | 2,872 |
| Capital Spares | 4,323 |
| First Fills | 4,000 |
| Vendor Representatives | 1,319 |
| Freight | 2,499 |
| Start Up and Commissioning | 910 |
| Contingency | 33,238 |
| Total Project Cost | $199,427 |
| Penguin Automated Systems Inc. | 5-2 |
| NorthMet Project Processing Facilities Scoping Study |
5.2 Basis of Estimate
The Capital Cost Estimate for the NorthMet Project was completed for the design previously specified in this report. The estimate assumes a conventional EPCM project delivery methodology. The capital cost estimate includes the estimated direct cost for equipment, material and labour. In addition, cost estimates were developed for the project indirect costs including EPCM, start up, construction indirects, first fill, spares and contingency. The estimate was developed based on a site visit and inspection of existing equipment and facilities, and the following main sources of information:
- Process Design Criteria.
- Process Flow Sheets.
- Facility General Arrangement Drawings.
- Electrical and Mechanical Equipment List.
- Budget Quotations from Equipment Suppliers.
- Current Labour and Material Costs.
- The AMEC Simons Mining & Metals 2001 Prefeasibility Report.
5.2.1 Direct Costs
The Direct Costs include the estimated costs of the equipment, material and labour required to construct the facility.
Equipment
All process equipment is considered purchased new for the project with the exception of the crushing, screening and grinding equipment, which will be reused from the existing plant. The equipment costs were based upon budget quotations where ever possible. Equipment pricing that was not based upon budget quotations were based on current data from other projects or factored from the AMEC Simons Prefeasibility Study.
| Penguin Automated Systems Inc. | 5-3 |
| NorthMet Project Processing Facilities Scoping Study |
The SX and EW plant equipment was factored from the AMEC study based on the revised equipment sizing for this study using commonly applied size factors. The AMEC SX and EW plant estimates include all piping, civil, structural, mechanical, piping, electrical and instrumentation requirements.
The equipment being reused for the crushing and grinding circuits will be utilized in place. An allowance for the material and labour requirements to re-start the existing crushing and grinding equipment and facilities has been included in the estimate. The allowance includes the supply and installation of new materials to cover the replacement of wear items such as liners, idlers, conveyor bets and drive components for the existing equipment as well as repairs and upgrades recommended by the previous operations personnel. The allowances were developed based on an inspection of the equipment and facility condition conducted during a visit to the facility in April 2004. The site visit included a detailed estimate review with the former plant operations personnel on a site where repair/refurbishment material costs and labour manhours were confirmed. There is a significant opportunity for cost savings by utilizing spare parts available from the previous operation. This inventory of spare parts available will require an investigation during the feasibility study.
It has been assumed that no mobile equipment is available on site. The estimate includes the purchase of new equipment for the plant operations and maintenance.
Materials
The material cost estimates were based either on quantity take-offs for areas that could be derived from the drawings or upon factored quantities from similar projects where drawing information was not available.
Concrete quantities are derived from layouts, historical factors or factored from the AMEC study adapted to the requirements of this study. Quantities are estimated as in-place, unit prices include formwork, reinforcing steel, imbedded metals, concrete supply,
| Penguin Automated Systems Inc. | 5-4 |
| NorthMet Project Processing Facilities Scoping Study |
transport, placing, finishing, curing and the suppliers' quality control testing. Costs for independent quality control and testing are included in the indirects.
Platework quantities were estimated from the equipment list and flowsheets and historical experience from similar projects. Structural steel quantities are factored based on square footage obtained from general arrangement drawings. The unit prices include supply, detailing, fabrication, painting and delivery.
Cost for process piping, electrical, lighting and instrumentation distribution within the facilities is factored from similar installations or the AMEC study.
Buildings
The crushing, grinding and flotation circuits will utilize portions of the existing buildings. The existing warehouse will be utilized for the solid/liquid separation, PGM recovery, neutralization, solvent extraction, electrowinning and Fe & hydroxide precipitation. The pressure leaching circuit will be constructed in a new pre-engineered insulated metal building adjacent to the existing warehouse. Where existing facilities are utilized an allowance has been made for repairs and modifications, including replacement of doors/windows, repairs to the building envelope and new openings for HVAC piping and electrical. An architectural allowance has been provided for the warehouse for installation of offices, compressor rooms and electrical rooms.
The estimate assumes the reuse of the existing administration building, truckshop, mine administration and operations office and laboratory. An allowance has been provided in the estimate for minor repairs, painting and furnishings for these existing buildings.
Labour
The labour component of the cost estimate was estimated using installation man-hours, based on historical data applied to a blended ‘all in' labour rate. The blended construction hourly labour rate was estimated at $68/hour from current rates for crew configurations for this type of industrial construction. The labour rate component
| Penguin Automated Systems Inc. | 5-5 |
| NorthMet Project Processing Facilities Scoping Study |
includes for the base pay and the payroll burden, including payroll taxes and workman's compensation. The hourly rate also includes supervision, small tools and consumables, contractor's site and home office overhead and profit. The labour rate is based on a 40 hour work week including an allowance for casual overtime; no allowance has been made for scheduled overtime. The workforce will be housed locally and no construction camp has been provided for in the estimate.
5.2.2 Indirect Costs
Indirect costs for the project were calculated for EPCM, project start up, contractor's indirects, and contingency. The indirect costs were developed from industry standard percentages and are considered reasonable for a project of this scope.
EPCM
Engineering, Procurement and Construction Management (EPCM) costs were estimated based on currently accepted percentages for these services applied to the total direct costs. The EPCM costs include allowances for subconsultant costs including geotechnical, survey and site quality control for soils and concrete testing.
Contractor's Indirects
Contractor's indirect costs for overhead are included in the calculated blended labour
rate. An equipment allowance was calculated at $6.00 per construction man-hour.
Startup and Vendors Representatives
Startup costs including commissioning were calculated as an allowance and include retaining contractor forces during the commissioning phase to assist with start up. An allowance has been included for vendor assistance during commissioning for pre-operational testing of equipment and operations and maintenance training.
| Penguin Automated Systems Inc. | 5-6 |
| NorthMet Project Processing Facilities Scoping Study |
Freight, Spare Parts
Indirect costs for freight, spare parts and initial fills were included in the project indirects. Freight costs were estimated as 3% of the direct cost for the equipment and materials. Spare parts were estimated at 5% of the process equipment. There is a significant opportunity for cost savings if spare parts are available from the previous operation for use by the project. This inventory of spare parts available is to be further investigated during the feasibility study.
Contingency
A blended contingency of 20% was applied to the Project Direct and Indirect Costs. The contingency is to cover items not adequately defined based upon the current level of engineering. This allowance is included to cover these unknowns but is not intended to cover changes in the project scope.
| Penguin Automated Systems Inc. | 5-7 |
Appendix 1- Process Design Criteria
|
| PENGUINASI | DESIGN CRITERIA | April-04 |
| NorthMet Project | Rev. C | |
| Hoyt Lakes, Minnesota |
| Unit | Design | Source | Note |
| Key Source | ||||||
| 1 Polymet | ||||||
| 2 Assumption | ||||||
| 3 Calculation | ||||||
| 4 AMEC pre-feasibility report | ||||||
| 5 Lakefield | ||||||
| 6 Vendor | ||||||
| Ore Characteristics | ||||||
| Ore Specific Gravity | 3.0 | 1 | ||||
| Moisture Content | % | 6.4 | 1 | |||
| Bond Work Index | Ball | kWh/mt | 17 | 5 | ||
| Rod | kWh/mt | 14 | 5 | |||
| Production | ||||||
| Average daily thru'put | dry | mt/d | 25,000 | 1 | ||
| Operating days | days per year | 365 | 2 | |||
| Ore Treated | per annum | dry | mt/y | 9,125,000 | 1 | |
| Availability | % | 91.34 | 3 | |||
| Daily Thu'put | @ 91.34% avail | dry | mt/d | 27,370 | 3 | |
| Daily Thu'put | @ 91.34% avail | wet | mt/d | 29,242 | 3 | |
| Primary Crushing | ||||||
| Crusher | ||||||
| Type | Existing | Gyratory | ||||
| Size | inches | 60"x 89" | ||||
| Number | one | 3 | ||||
| Open side setting | inches | 6" | ||||
| Motor | HP | 900 | ||||
| Apron Feeder | ||||||
| Type | Existing | |||||
| Size | mm | 1500 x 4800 | ||||
| Number | one | 3 | ||||
| Motor | HP | 115 | ||||
| Secondary Crushing | ||||||
| Type | Existing | Cone | ||||
| Size | 7' standard | |||||
| Number | two | 3 | ||||
| Closed side setting | 3" | |||||
| Motor | HP | 350 | ||||
| Tertiary Crushing | ||||||
| Type | Existing | Cone | ||||
| Size | 7' shorthead | |||||
| Number | four | 3 | ||||
| Closed side setting | 3/4" | |||||
| Motor | HP | 350 | ||||
| PENGUINASI | DESIGN CRITERIA | April-04 |
| NorthMet Project | Rev. C | |
| Hoyt Lakes, Minnesota |
| Unit | Design | Source | Note |
| Primary Milling | ||||||
| Feed size | 3/4" | |||||
| Type | Existing | Rod | ||||
| Size | feet | 10'x 14' | ||||
| Number | 8 | 3 | ||||
| Motor | HP | 800 | ||||
| Grind size | p80 | micron | 1000 | |||
| Rod size | 3" | |||||
| Secondary Milling | ||||||
| Mills | ||||||
| Type | Existing | Ball | ||||
| Size | feet | 10'x 14' | ||||
| Number | 8 | |||||
| Motor | HP | 1250 | ||||
| Grind Size | p80 | micron | 1000 | |||
| Ball Size | inch | 3" | ||||
| Cyclones | New | |||||
| Size | mm | 840 | 3 | |||
| Number | per mill | 1op/1sb | 3 | |||
| Circulating load | % | 250 | 2 | |||
| Flotation | ||||||
| Reagents | ||||||
| Flex 31 collector | g/t | 18.2 | 4 | |||
| PAX collector | g/t | 45.5 | 4 | |||
| MIBC frother | g/t | 40.9 | 4 | |||
| WW1752 | g/t | 90.9 | 4 | |||
| Rougher conditioning | ||||||
| Residence Time | mins | 5 | 4 | |||
| Tank size | m | 7.5D x 8.0 | 3 | |||
| Roughers | ||||||
| Residence Time | mins | 8 | 4 | |||
| Cell Volume required | m 3 | 640 | 3 | |||
| Cell size | m 3 | 160 | 2 | |||
| Number of cells | 4 | 3 | ||||
| Cell type | Tank | 4 | ||||
| Rougher conc prod. | Average | % mill feed | ~ 7.0 | 4 | ||
| Scavengers | ||||||
| Residence Time | mins | 20 | 4 | |||
| Cell Volume required | m 3 | 1,600 | 3 | |||
| Cell size | m 3 | 160 | 2 | |||
| Number of cells | 10 | 3 | ||||
| Cell type | Tank | 4 | ||||
| Scavenger conc prod. | Average | % mill feed | ~ 3.2 | 4 |
| PENGUINASI | DESIGN CRITERIA | April-04 |
| NorthMet Project | Rev. C | |
| Hoyt Lakes, Minnesota |
| Unit | Design | Source | Note |
| Cleaners | ||||||
| Residence Time | mins | 20 | 4 | |||
| Cell Volume required | m 3 | 168 | 3 | |||
| Cell size | m 3 | 21 | 2 | |||
| Number of cells | 8 | 3 | ||||
| Cell type | Conventional | 2 | ||||
| Cleaner conc prod. | Average | % mill feed | ~7.0 | 4 | ||
| Re-cleaner | ||||||
| Residence Time | mins | 16 | 4 | |||
| Cell Volume required | m 3 | 118 | 3 | |||
| Cell size | m | 3.7 D x 12.2 | 3 | |||
| Number of cells | 1 | 3 | ||||
| Cell type | Column | 2 | ||||
| Cleaner conc prod. | Average | % mill feed | 2.57 | 1 | ||
| Regrind mill - Scavenger conc/cleaner tail | ||||||
| Work Index | 7.5 | 5 | ||||
| Type | Existing | Regrind ball | ||||
| Size | 12'2" x 24' | |||||
| Motor | HP | 1500 | ||||
| Ball size | 1" steel | |||||
| Feed size | f80 | micron | 81 | 5 | ||
| Regrind size | p80 | micron | 31 | 5 | ||
| Regrind mill - Feed to Pressure Oxidation | ||||||
| Work Index | 7.5 | 5 | ||||
| Type | Existing | Regrind ball | ||||
| Size | 12'2" x 24' | |||||
| Motor | HP | 1500 | ||||
| Ball size | 1" ceramic | 4 | ||||
| Feed size | f80 | micron | 81 | 5 | ||
| Regrind size | p80 | micron | 15 | 4,5 | ||
| Concentrate production | t/d | 703 | 3 | |||
| Thickener unit area | m2/tpd | 0.2 | 4 | |||
| Thickener diameter | m | 13.4 | 3 | |||
| Concentrate storage | ||||||
| Residence Time | hrs | 12 | 4 | |||
| Tank size | m | 8.0D x 9.0 | 3 |
| PENGUINASI | DESIGN CRITERIA | April-04 |
| NorthMet Project | Rev. C | |
| Hoyt Lakes, Minnesota |
| Unit | Design | Source | Note |
| Pressure Oxidation | ||||||
| Autoclave feed tank | ||||||
| Residence Time | hrs | 1 | 4 | |||
| Tank size | m | 3.0D x 3.5 | 3 | |||
| Autoclaves | ||||||
| Slurry | solids | % | 11.5 | 1 | ||
| Number required | 2 | 1 | ||||
| Flowrate | per autoclave | m 3/hr | 96 | 1 | ||
| Availability | % | 90 | 1 | |||
| Flowrate | per autoclave | m 3/hr | 107 | 1 | ||
| Residence time total | hr | 2 | 1 | |||
| Capacity | per autoclave | % | 75 | 1 | ||
| Factor | per autoclave | 1.15 | 1 | |||
| Volume required | per autoclave | m 3 | 327 | 3 | ||
| Size | per autoclave | ID | m | 4.1 | 1 | |
| length | m | 24.6 | 1 | |||
| Volume installed | per autoclave | m 3 | 325 | 1 | ||
| Compartments | per autoclave | 5 | 1 | |||
| Agitators | per autoclave | 6 | 1 | |||
| Power per agitator | kW | 90 | 1 | |||
| Operating conditions | ||||||
| Temperature | o C | 225 | 1 | |||
| Pressure | psi O | 100 | 1 | |||
| 2 | ||||||
| Pressure | psig | ~475 | 1 | |||
| Pulp density | g/l | 1050 | 1 | |||
| H SO | g/l | 50-60 | 1 | |||
| 2 4 | ||||||
| Chloride | g/l | 10 | 1 | |||
| Cu | g/l | ~20 | 1 | |||
| Ni | g/l | ~20 | 1 | |||
| Slurry Cooling | ||||||
| Flash tanks | ||||||
| Solution loss to steam | % | 19 | 1 | |||
| Leach Residue Liquid-Solid Separation | ||||||
| Thickener | ||||||
| Feedrate | t/d | 612 | 3 | |||
| Thickener unit area | m2/tpd | 0.4 | 4 | |||
| Thickener diameter | m | 17.7 | 3 |
| PENGUINASI | DESIGN CRITERIA | April-04 |
| NorthMet Project | Rev. C | |
| Hoyt Lakes, Minnesota |
| Unit | Design | Source | Note |
| Filter | ||||||
| Feedrate | tph dry | 25.9 | 3 | |||
| Cake density | 1.4 | 5 | ||||
| capacity | m3/hr | 18.50 | 3 | |||
| cycle time | mins | 14.94 | 5 | |||
| cycles per hour | 4.02 | 3 | ||||
| Volume | litres | 4607 | 3 | |||
| scale up factor | 1.25 | 2 | ||||
| Volume required | litres | 5758 | 3 | |||
| Filter type | Pressure | |||||
| Model | VPA 2050 | 6 | ||||
| volume | l/chamber | 205 | 5,6 | |||
| chambers req | 28.09 | 3 | ||||
| chambers installed | 30 | |||||
| Leach Residue Flotation | ||||||
| Roughers | ||||||
| Residence Time | mins | 20 | 4 | |||
| Cell Volume | m 3 | 15 | 3 | |||
| Cell size | m 3 | 3 | 3 | |||
| Number of cells | 5 | 3 | ||||
| Cell type | conventional | 2 | ||||
| Cleaners | ||||||
| Residence Time | mins | 10 | 4 | |||
| Cell Volume | m 3 | 0.24 | 3 | |||
| Cell size | m 3 | 0.08 | 3 | |||
| Number of cells | 3 | 3 | ||||
| Cell type | conventional | 2 | ||||
| PGM Recovery | ||||||
| Reactors | ||||||
| Reactor type | pipe | 4 | ||||
| number | 2 | 4 | ||||
| residence time | secs | 30 | 4 | |||
| size | 315mm x 55m | 3 | ||||
| Clarifier | ||||||
| number | 2 | 4 | ||||
| diameter | m | 5 | 4 | scaled | ||
| angle | degree | 60 | 4 | |||
| sidewall ht | m | 2.0 | 4 |
| PENGUINASI | DESIGN CRITERIA | April-04 |
| NorthMet Project | Rev. C | |
| Hoyt Lakes, Minnesota |
| Unit | Design | Source | Note |
| Neutralisation | ||||||
| pH required | 2 | 4 | ||||
| Retention time | hr | 3 | 4 | |||
| Feedrate | t/d | 612 | 3 | |||
| Thickener unit area | m2/tpd | 1.45 | 5 | |||
| Thickener diameter | m | 33.6 | 3 | |||
| Gypsum Filter | ||||||
| Feedrate | tph dry | 14.9 | 3 | |||
| Cake density | 0.704 | 5 | ||||
| capacity | m3/hr | 21.16 | 3 | |||
| cycle time | mins | 12.28 | 5 | |||
| cycles per hour | 4.89 | 3 | ||||
| Volume | litres | 4332 | 3 | |||
| scale up factor | 1.25 | 2 | ||||
| Volume | litres | 5415 | 3 | |||
| Filter type | Pressure | 5,6 | ||||
| Model | VPA 2050 | 6 | ||||
| Volume | l/chamber | 205 | 6 | |||
| chambers req | 26.41 | 3 | ||||
| chambers installed | 30 | |||||
| Copper Solvent Extraction | ||||||
| Mixer tank | ||||||
| Residence time | mins | 3 | 2 | Typical | ||
| Size | m | 3.5 D x 4.0 | 3 | |||
| PLS surge tank | ||||||
| Residence time | hrs | 4 | 4 | |||
| Size | m | 3.5 D x 4.0 | 3 | |||
| PLS flow | m3/hr | 225 | 3 | |||
| scale factor | 1.2 | 2 | ||||
| PLS flow | m3/hr | 270 | 3 | |||
| No of SX trains | 1 | 2 | Lakefield p/p | |||
| Extraction stages | 3 | 2 | 2ex, 1w, 2 s | |||
| Wash stages | 0 | 2 | ||||
| Strip stages | 2 | 2 | ||||
| O/A ratio | 1.5 | 2 | ||||
| Total flow | m3/hr | 675 | 3 | |||
| Settling Rate | m3/hr/m2 | 4.4 | 2 | |||
| Organic depth | mm | 300 | 2 | |||
| Av aqueous depth | mm | 450 | 2 | |||
| Settler area | m2 | 153 | 3 | |||
| Av sol velocity | cm/sec | 3 | 2 | |||
| Settler width | m | 8.3 | 3 | |||
| Settler length | m | 18.4 | 3 | |||
| Add for weirs | m | 1 | 2 | |||
| Add for distr. fence | m | 2.5 | 2 | |||
| Total length | m | 21.9 | 3 |
Appendix 2- Drawings
|
POLYMET MINING CORPORATION
NORTHMET PROJECT
SCOPING STUDY
DRAWING LIST
| DRAWING NO. | DESCRIPTION |
| METALLURGY | |
| 100-03-F00 | SIMPLIFIED FLOWDIAGRAM |
| 100-03-F01 | CRUSHING AND SCREENING-FLOWSHEET # 1 |
| 100-03-F02 | GRINDING CIRCUIT-FLOWSHEEET # 2 |
| 100-03-F03 | FLOTATION AND REGRIND-FLOWSHEET # 3 |
| 100-03-F04 | PRESSURE LEACHING-FLOWSHEET # 4 |
| 100-03-F05 | SOLID/LIQUID SEPARATION-FLOWSHEET # 5 |
| 100-03-F06 | PRECIOUS METAL RECOVERY-FLOWSHEET # 6 |
| 100-03-F07 | Cu SOLVENT EXTRACTION-EXTRACTION CIRCUIT-FLOWSHEET # 7 |
| 100-03-F08 | Cu SOLVENT EXTRACTION-STRIPPING CIRCUIT-FLOWSHEET # 8 |
| 100-03-F09 | COPPER ORGANIC SYSTEM-FLOWSHEET # 9 |
| 100-03-F10 | Cu ELECTROLYTE CLEANING AND RECIRCULATION-FLOWSHEET # 10 |
| 100-03-F11 | Cu ELECTROWINNING AND CATHODE HANDLING-FLOWSHEET # 11 |
| 100-03-F12 | Fe & HYDROXIDE PRECIPITATION-FLOWSHEET # 12 |
| 100-03-F13 | LIMESTONE HANDLING-FLOWSHEET # 13 |
| GENERAL LAYOUT | |
| 100-10-001 | OVERALL PLANT SITE-PLAN |
| 100-10-002 | CONCENTRATOR-GA-PLAN |
| 100-10-F03 | CONCENTRATOR-GA-SECTION |
| 100-10-F04 | REGRIND MILLS-GA-PLAN |
| 100-10-F05 | HYDROMET PLANT-GA-PLAN |
| 100-10-F06 | FLOTATION CIRCUIT-GA-PLAN AND SECTIONS |
| 100-10-F07 | PRESSURE LEACHING-GA-PLAN AND SECTION |
| 100-10-F08 | SETTLING TANKS-GA-PLAN AND SECTION |
| 100-10-F09 | Cu ELECTROWINNING CIRCUIT-GA-PLAN AND SECTIONS |
| 100-10-F10 | RECOVERY & PRECIPITATION-GA-PLAN AND SECTIONS |
The drawings and illustrations discussed above have been excluded from this filing due to file size issues.
Appendix 3- Equipment List
|
| PENGUINASI | MECHANICAL EQUIPMENT LIST | April-04 |
| NorthMet Project | ||
| Hoyt Lakes, Minnesota |
| Equip. # | Qty. | Description | Size | Material Specification | HP Each | HPTotal | Remarks | New / Existing |
| CRUSHING AND SCREENING | ||||||||
| 1 | PRIMARY CRUSHER SURGE POCKET | EXISTING | ||||||
| 1 | PRIMARY CRUSHER | 60 x 89 GYRATORY | 900 | 900 | EXISTING | |||
| 1 | CRUSHED ORE SURGE POCKET | NEW | ||||||
| 1 | APRON FEEDER | 1500 x 4800 | 115 | 115 | EXISTING | |||
| 1 | CONVEYOR 1A | 60" | 900 | 900 | EXISTING | |||
| 1 | CONVEYOR 2A | 60" | 900 | 900 | EXISTING | |||
| 1 | CONVEYOR 2A-TRIPPER | 60" | 15 | 15 | EXISTING | |||
| 1 | COARSE ORE SURGE BIN | 2000T | EXISTING | |||||
| 12 | COARSE ORE RECLAIM FEEDERS | 4'x 6' VIBRATING | 4 | 48 | EXISTING | |||
| 4 | COARSE ORE RECLAIM CONVEYORS | 48" | 5 | 20 | EXISTING | |||
| 2 | RETRACTABLE CONVEYORS | 48" | 5 | 10 | EXISTING | |||
| 2 | SECONDARY CRUSHER (PRIME) | 7' STD. CONE | 350 | 700 | EXISTING | |||
| 2 | SECONDARY CRUSHER SURGE BIN | EXISTING | ||||||
| 4 | CRUSHER RECLAIM FEEDER | 4'x 5' VIBRATING | 4 | 16 | EXISTING | |||
| 4 | SIZING SCREENS | 6'x 10' VIBRATING | 15 | 60 | EXISTING | |||
| 4 | TERTIARY CRUSHER | 7' SH. HD. CONE | 350 | 1400 | EXISTING | |||
| 1 | CONVEYOR 3A | 60" | 75 | 75 | EXISTING | |||
| 1 | CONVEYOR 4A | 60" | 750 | 750 | EXISTING | |||
| 1 | CONVEYOR 5S | 60" | 450 | 450 | EXISTING | |||
| 1 | CONVEYOR 5S-TRIPPER | 60" | 15 | 15 | EXISTING | |||
| SUMP PUMPS | EXISTING | |||||||
| GRINDING CIRCUIT | ||||||||
| 1 | FINE ORE SURGE BIN | 650 T LIVE CAPACITY | EXISTING | |||||
| 8 | FINE ORE RECLAIM BELT FEEDERS | 3 | 24 | EXISTING | ||||
| 8 | FINE ORE RECLAIM CONVEYORS | 24 | 3 | 24 | EXISTING | |||
| 8 | ROD MILL | 10'x 14' | 800 | 6400 | EXISTING | |||
| 8 | BALL MILL | 10'x 14' | 1250 | 10000 | EXISTING | |||
| 8 | CYCLOPAC 1 OP 1 STDBY | 2 x 33" dia | NEW | |||||
| 8 | CYCLONE FEED PUMPBOX | NEW | ||||||
| 8 | CYCLONE FEED PUMPS | NEW | ||||||
| 1 | OVERHEAD CRANE | 200T | 100 | 100 | EXISTING | |||
| SUMP PUMPS | EXISTING | |||||||
| FLOTATION & REGRIND | ||||||||
| 1 | CONDITIONING TANK | 7.5 m dia x 8 m | NEW | |||||
| 1 | CONDITIONING TANK AGITATOR | NEW | ||||||
| 4 | ROUGHER CELLS | 160m3 | 260 | 1040 | Tank cell | NEW | ||
| 10 | SCAVENGER CELLS WITH DISTRIBUTER | 160m3 | 260 | 2600 | Tank cell | NEW | ||
| 8 | CLEANER CELLS WITH DISTRIBUTER | 21m3 | 45 | 360 | Conventional cell | NEW | ||
| 1 | FLOTATION TAILS PUMPBOX | 0 | NEW | |||||
| 1 | FLOTATION TAILS PUMPS | 0 | NEW | |||||
| 1 | RECLEANER FEED PUMPBOX | NEW | ||||||
| 1 | RECLEANER FEED PUMPS | NEW | ||||||
| 1 | RE CLEANER COLUMN CELLS | 3.7m x 12.2 m | Column | NEW | ||||
| 1 | RECLEANER TAILS PUMP | NEW | ||||||
| 1 | RECLEANER BLOWER | NEW | ||||||
| FLOTATION BLOWERS | NEW | |||||||
| 3 | SAMPLERS | NEW | ||||||
| 1 | ANALYSER | NEW | ||||||
| 1 | FLOTATION AREA OVERHEAD CRANE | EXISTING | ||||||
| 1 | SCAVENGER REGRIND CYCLONE FEED | PUMPBOX | NEW | |||||
| 1 | SCAVENGER REGRIND CYCLONE FEED | PUMPS | NEW | |||||
| 1 | SCAVENGER REGRIND CYCLOPAC | NEW | ||||||
| 1 | SCAVENGER REGRIND MILL | 12'-2" x 24' | 1500 | 1500 | EXISTING | |||
| 1 | FINAL CONC. REGRIND CYCLONE FEED | PUMPBOX | NEW | |||||
| 1 | FINAL CONC. REGRIND CYCLONE FEED | PUMPS | NEW | |||||
| 1 | FINAL CONC. REGRIND CYCLOPAC | NEW | ||||||
| 1 | FINAL CONC REGRIND MILL | 12'-2" x 24' | 1500 | 1500 | EXISTING | |||
| 2 | SUMP PUMPS | NEW | ||||||
| PENGUINASI | MECHANICAL EQUIPMENT LIST | April-04 |
| NorthMet Project | ||
| Hoyt Lakes, Minnesota |
| Equip. # | Qty. | Description | Size | Material Specification | HP Each | HPTotal | Remarks | New / Existing |
| PRESSURE LEACHING | ||||||||
| 1 | CONCENTRATE THICKENER | 13.4 m dia. | NEW | |||||
| 1 | THICKENER O/F PUMP | NEW | ||||||
| 1 | THICKENER U/F PUMP | NEW | ||||||
| 1 | CONCENTRATE STORAGE TANK | 8 m dia. X 9 m | NEW | |||||
| 1 | CONCENTRATE STORAGE TANK AGITATOR | NEW | ||||||
| 2 | CONCENTRATE FEED PUMPS | NEW | ||||||
| 2 | AUTOCLAVE FEED TANK | 3 m dia. X 3.5 m | NEW | |||||
| 2 | AOTOCLAVE FEED PUMPS | NEW | ||||||
| 2 | AUTOCLAVES | 4.1m x 24.6m | NEW | |||||
| 2 | FLASH TANKS | NEW | ||||||
| 2 | SLURRY COOLER FEED PUMPS | NEW | ||||||
| 2 | SLURRY COOLERS | NEW | ||||||
| 1 | COOLING TOWER | NEW | ||||||
| 1 | VENT GAS SCRUBBER | NEW | ||||||
| 1 | VENT GAS SCRUBBER DISHARGE PUMP | NEW | ||||||
| 2 | RAFFINATE INJECTION PUMPS | NEW | ||||||
| 1 | BOILER PACKAGE | NEW | ||||||
| 2 | BOILER BLOWOUT VESSELS | NEW | ||||||
| 1 | HP AIR COMPRESSOR | NEW | ||||||
| 1 | LP AIR COMPRESSOR | NEW | ||||||
| 1 | SEAL WATER COOLER | NEW | ||||||
| 1 | SEAL/RINSE WATER PACKAGE | NEW | ||||||
| 2 | OXYGEN BLOWOUT VESSEL | NEW | ||||||
| 3 | SEAL WATER PUMPS | NEW | ||||||
| 1 | WATER TREATMENT PACKAGE | NEW | ||||||
| 3 | SUMP PUMPS | NEW | ||||||
| 1 | NaCL STORAGE SYLO | NEW | ||||||
| 1 | NaCL FEED SCREW | NEW | ||||||
| 1 | NaCL WEIGH BELT | NEW | ||||||
| 2 | AUTOCLAVE AREA OVERHEAD CRANE | NEW | ||||||
| SOLID LIQUID SEPARATION | ||||||||
| 1 | LEACH THICKENER | 17.7 m dia. | NEW | |||||
| 1 | LEACH THICKENER U/F PUMP | NEW | ||||||
| 1 | FILTER FEED TANK | 3 m dia. X 3.5 m | NEW | |||||
| 1 | FILTER FEED TANK AGITATOR | NEW | ||||||
| 1 | FILTER FEED PUMP | NEW | ||||||
| 1 | LEACH RESIDUE FILTER | 2050 x 12 Plates | Plate & Frame | NEW | ||||
| 1 | TAILINGS REPULP TANK | 3 m dia. X 3.5 m | NEW | |||||
| 1 | TAILINGS REPULP TANK AGITATOR | NEW | ||||||
| 1 | TAILINGS REPULP PUMP | NEW | ||||||
| 1 | THICKENER O/F SURGE TANK | 5 m dia. X 5.5 m | NEW | |||||
| 2 | POLISH FILTER | 3.5 m dia. | NEW | |||||
| 2 | POLISH FILTER BLOWER | NEW | ||||||
| 5 | ROUGHER/SCAVENGER FLOTATION CELL | 2.8m3 | NEW | |||||
| 3 | CLEANER FLOTATION CELLS | 0.08m3 | NEW | |||||
| 1 | ROUGHER/SCAV FLOT CELLS RETURN PUMP | NEW | ||||||
| 1 | CONCENTRATE STORAGE TANK FEED PUMP | NEW | ||||||
| 1 | LEACH RESIDUE TAILINGS PUMPBOX | NEW | ||||||
| 2 | LEACH RESIDUE TAILINGS PUMP | NEW | ||||||
| 2 | SUMP PUMPS | NEW | ||||||
| PENGUINASI | MECHANICAL EQUIPMENT LIST | April-04 |
| NorthMet Project | ||
| Hoyt Lakes, Minnesota |
| Equip. # | Qty. | Description | Size | Material Specification | HP Each | HPTotal | Remarks | New / Existing |
| PGM RECOVERY | ||||||||
| 1 | SULPHUR MELT PIT | NEW | ||||||
| 1 | SULPHUR FEED PUMP | NEW | ||||||
| 1 | SULPHUR FILTER | NEW | ||||||
| 1 | SULPHUR BURNER PACKAGE | NEW | ||||||
| 1 | SULPHUR BURNER BLOWER | NEW | ||||||
| 1 | IN LINE MIXER | NEW | ||||||
| 1 | Fe REDUCTION TANK | 6.5 m dia x 7 m | NEW | |||||
| 1 | Fe REDUCTION TANK AGITATOR | NEW | ||||||
| 2 | PIPE REACTOR FEED PUMP | NEW | ||||||
| 2 | PIPE REACTOR | 315mm D x 55m | NEW | |||||
| 2 | CLARIFIER | NEW | ||||||
| 3 | PGM FILTER | NEW | ||||||
| 2 | CLARIFIER O/F STANDPIPE | NEW | ||||||
| 1 | POLISH FILTER FEED PUMP | NEW | ||||||
| 2 | CLARIFIER U/F DIAPHRAM PUMP | NEW | ||||||
| 1 | REPULP TANK | 1m dia x 1.2m | NEW | |||||
| 1 | REPULP PUMP | NEW | ||||||
| 1 | AUTOCLAVE HOLDING TANK | 2m dia x 2.5m | NEW | |||||
| 1 | AUTOCLAVE CHARGE PUMP | NEW | ||||||
| 1 | BATCH LEACH AUTOCLAVE | 1m dia x 1.5m | NEW | |||||
| 1 | FILTER FEED TANK | 2m dia x 2.5m | NEW | |||||
| 1 | FILTER FEED TANK AGITATOR | NEW | ||||||
| 1 | FILTER FEED PUMP | NEW | ||||||
| 1 | TRAY DRYER | NEW | ||||||
| 1 | SUMP PUMP | |||||||
| 1 | PGM PRODUCT BIN | NEW | ||||||
| NEUTRALIZATION | ||||||||
| 1 | NEUTRALLIZATION SURGE TANK | 8m dia x 8.5m | NEW | |||||
| 1 | NEUTRALIZATION SURGE TANK AGITATOR | NEW | ||||||
| 1 | NEUTRALIZATION FEED PUMP | NEW | ||||||
| 3 | NEUTRALISATION TANKS | 6.5m dia x 7m | NEW | |||||
| 3 | NEUTRALIZATION TANK AGITATORS | NEW | ||||||
| 1 | THICKENER FEED PUMPBOX | NEW | ||||||
| 3 | THICKENER FEED PUMP | NEW | ||||||
| 1 | NEUTRALISATION THICKENER | 33.6m dia | NEW | |||||
| 2 | NEUTRALISATION THICKENER O/F PUMP | NEW | ||||||
| 2 | NEUTRALISATION THICKENER U/F PUMP | NEW | ||||||
| 1 | FILTER FEED TANK | 2.5m dia x 3m | NEW | |||||
| 1 | FILTER FEED PUMP | NEW | ||||||
| 1 | GYPSUM FILTER | 2050mm x 8 chamber | NEW | |||||
| 1 | GYPSUM STOCKPILE CONVEYOR | NEW | ||||||
| 2 | SUMP PUMPS | NEW | ||||||
| PENGUINASI | MECHANICAL EQUIPMENT LIST | April-04 |
| NorthMet Project | ||
| Hoyt Lakes, Minnesota |
| Equip. # | Qty. | Description | Size | Material Specification | HP Each | HPTotal | Remarks | New / Existing |
| SOLVENT EXTRACTION AND STRIPPING | ||||||||
| 1 | SX FEED TANK | NEW | ||||||
| 1 | SX FEED PUMP | NEW | ||||||
| 1 | SX FEED FILTER WATER PUMP | NEW | ||||||
| 1 | Cu SX FEED FILTERS | NEW | ||||||
| 1 | SX BLOWER | NEW | ||||||
| 5 | MIXER TANKS | NEW | ||||||
| 10 | MIXER TANK AGITATORS | NEW | ||||||
| 1 | LOADED ORGANIC ADVANCE PUMP | NEW | ||||||
| 1 | RICH ELECTROLYTE PUMP | NEW | ||||||
| 1 | ORGANIC BLEED PUMP | NEW | ||||||
| 1 | LOADED ORGAINIC TANK | NEW | ||||||
| 2 | LOADED ORGANIC PUMP | NEW | ||||||
| 1 | AQUEOUS REMOVAL PUMP | NEW | ||||||
| 1 | RAFFINATE TANK | NEW | ||||||
| 1 | RAFFINATE FEED PUMP | NEW | ||||||
| 1 | EXTRACTANT ISOTAINER PACKAGE | NEW | ||||||
| 1 | GUNK REMOVAL FRAME | NEW | ||||||
| 1 | GUNK REMOVAL PUMP | NEW | ||||||
| 1 | GUNK TANK | NEW | ||||||
| 1 | GUNK TANK AGITATOR | NEW | ||||||
| 1 | GUNK TANK PUMP | NEW | ||||||
| 1 | RECOVERED SOLUTION TANK | NEW | ||||||
| 1 | CLAY FILTER PRESS FEED PUMP | NEW | ||||||
| 1 | CLAY TREATMENT FILTER PRESS | NEW | ||||||
| 1 | RECOVERED SOLUTION PUMP | NEW | ||||||
| 1 | DILUENT STORAGE TANK | NEW | ||||||
| 1 | DILUENT TRANSFER PUMP | NEW | ||||||
| ELECTROLYTE CLEANING | ||||||||
| 1 | ELECTROLYTE COLUMN CELL | NEW | ||||||
| 1 | FILTER FEED TANK | NEW | ||||||
| 1 | FILTER FEED PUMP | NEW | ||||||
| 1 | FILTER BACKWASH PUMP | NEW | ||||||
| 2 | ELECTROLYTE FILTERS | NEW | ||||||
| 1 | ELECTROLYTE FILTER BLOWER | NEW | ||||||
| 2 | ELECTROLYTE HEAT EXCHANGER | NEW | ||||||
| 1 | ELECTROLYTE RECIRCULATION TANK | NEW | ||||||
| 1 | LEAN ELECTROLYTE PUMP | NEW | ||||||
| 2 | ELECTROWINNING FEED PUMPS | NEW | ||||||
| 1 | SUMP PUMP | NEW | ||||||
| ELECTROWINNING | ||||||||
| 1 | WASH WATER HEAT EXCHANGER | NEW | ||||||
| 1 | LOADING CONVEYOR | NEW | ||||||
| 1 | DEMISTER | NEW | ||||||
| 1 | DEMISTER EVACUATION FAN | NEW | ||||||
| 1 | DEMISTER WASH CHAMBER | NEW | ||||||
| 1 | DEMISTER RECIRCULATION PUMPS | NEW | ||||||
| 1 | FLEXING STATION | NEW | ||||||
| 1 | STRIPPING STATION | NEW | ||||||
| 1 | BUFFING STATION | NEW | ||||||
| 1 | CORRUGATING PRESS | NEW | ||||||
| 1 | DISCHARGE CONVEYOR | NEW | ||||||
| 1 | WEIGH SCALE | NEW | ||||||
| 1 | STAND ALONE BUFFING UNIT | NEW | ||||||
| 1 | REJECT MOTHERBLANK RACK | NEW | ||||||
| 1 | EDGE STRIP INSTALLATION AND REPAIR STATION | NEW | ||||||
| 1 | ANODE STORAGE RACKS | NEW | ||||||
| 1 | CATHODE STORAGE RACKS | NEW | ||||||
| 130 | ELECTROWINNING CELLS | 54 CATHODES | NEW | |||||
| 1 | ELECTROWINNING AREA O/H CRANE | NEW | ||||||
| 1 | TANKHOUSE CRANES | NEW | ||||||
| 2 | SUMP PUMPS | NEW | ||||||
| CATHODE MOTHER BLANKS | NEW | |||||||
| PENGUINASI | MECHANICAL EQUIPMENT LIST | April-04 |
| NorthMet Project | ||
| Hoyt Lakes, Minnesota |
| Equip. # | Qty. | Description | Size | Material Specification | HP Each | HPTotal | Remarks | New / Existing | ||
| Fe & HYDROXIDE PRECIPITATION | ||||||||||
| 1 | Fe THICKENER | 6.35 M DIA. | NEW | |||||||
| 1 | Fe THICKENER U/F PUMP | NEW | ||||||||
| 1 | Fe FILTER FEED TANK | 3.5 x 4 | NEW | |||||||
| 1 | Fe FILTER FEED TANK AGITATOR | NEW | ||||||||
| 1 | Fe FILTER FEED PUMP | NEW | ||||||||
| 1 | Fe FILTER | NEW | ||||||||
| 1 | Fe FILTER FILTRATE TANK | 2m x 2.5 | NEW | |||||||
| 1 | Fe FILTRATION PUMP | NEW | ||||||||
| 1 | Fe FILTER REPULP TANK | 2m x 2.5 | NEW | |||||||
| 1 | Fe FILTER REPULP TANK AGITATOR | NEW | ||||||||
| 1 | Fe SLUDGE TAILINGS PUMP | NEW | ||||||||
| 2 | 1st STAGE HYDROXIDE PRECIPITATION T | 4 x 4.5 | NEW | |||||||
| 2 | 1st STAGE HYDROXIDE PRECIP TANK AGITATOR | NEW | ||||||||
| 1 | HYDROXIDE THICKENER | 9m | NEW | |||||||
| 1 | HYDROXIDE O/F PUMP | NEW | ||||||||
| 2 | 2nd STAGE HYDROXIDE PRECIPITATION T | 4 x 4.5 | NEW | |||||||
| 2 | 2nd STAGE HYDROXIDE PRECIP TANK AGITATOR | NEW | ||||||||
| 1 | TAILINGS THICKENER | 9m | NEW | |||||||
| 1 | TAILINGS THICKENER U/F PUMP | NEW | ||||||||
| 1 | HYDROXIDE PRECIPITATION U/F PUMP | NEW | ||||||||
| 1 | FILTER FEED TANK | 2 x 2.5 | NEW | |||||||
| 1 | FILTER FEED TANK AGITATOR | NEW | ||||||||
| 1 | FILTER FEED PUMP | NEW | ||||||||
| 1 | HYDROXIDE FILTER | NEW | ||||||||
| 1 | FILTRATE TANK | NEW | ||||||||
| 1 | FILTRATION PUMP | NEW | ||||||||
| 1 | TRAY DRYER | NEW | ||||||||
| 6 | Fe PRECIPITATE TANKS | 4m x 4.5 | NEW | |||||||
| 6 | Fe PRECIPITATE TANKS AGITATORS | NEW | ||||||||
| 1 | Fe THICKENER FEED PUMPBOX | NEW | ||||||||
| 1 | Fe THICKENER FEED PUMP | NEW | ||||||||
| 1 | Fe PRECIPITATION BLOWER | NEW | ||||||||
Appendix 4- Operating Costs
|
| PENGUINASI | PLANT REAGENTS AND CONSUMABLES COST | April-04 | ||
| NorthMet Project | Rev. A | |||
| Hoyt Lakes, Minnesota | ||||
| Tonnes ore milled per annum | 9,125,000 |
| AREA | SUPPLY | Unit/tonne Source | UNIT | UNITS/TONNE MILLED | UNITS PER ANNUM | UNIT COST | Unit price Source | TOTAL COST | ESCALATION FACTOR | TOTAL COST 2004 | COST PER TONNE ORE |
| Crush/Grind Flotation POX S/L Separation PGM Recovery Neutralization | Primary Crusher Liners Secondary Crusher Liners Tertiary Crusher Liners Rod Mill Liners Ball Mill Liners Regrind Mill Liners Rods Ball Mill Balls (2" & 3") Regrind Mill Balls (1") steel Regrind Mill Balls (1") ceramic 6.5% Tax on liners and media Conveyor Belting (allowance) Flex 31 PAX MIBC WW1752 Flocculant (Percol 155) NaCl Water Treatment (allowance) Oxygen (over the fence) Flocculent (Percol 355) Filter Aid (allowance) Limestone (to leach residue tails) Sulfur for SO2 NaHS Flocculant Filter Aid (allowance) H2SO1 (allowance) Oxygen (incl in POX) Limestone Flocculant Filter Aid (allowance) | AMEC AMEC | kg kg kg kg kg kg kg kg kg kg kg kg kg kg kg kg mt kg mt kg kg kg mt kg | 0.0073 0.0045 0.0045 0.0386 0.0291 0.0082 0.4545 0.3636 0.2273 0.1136 0.0182 0.0455 0.0409 0.0909 0.0004 0.4776 0.016 0.0005 0.006 0.1240 0.0474 0.0002 0.009 0.0005 | 66,364 41,477 41,477 352,557 265,455 74,659 4,147,727 3,318,182 2,073,864 1,036,932 165,909 414,773 373,295 829,545 3,733 4,358,338 148,107 4,148 56,285 1,131,160 432,502 1,659 82,854 4,563 | $2.82 $4.46 $4.46 $4.80 $4.80 $3.54 $0.44 $0.44 $0.61 $1.80 $2.75 $1.54 $1.43 $2.20 $3.85 $0.04 $19.72 $3.85 $10.00 $0.06 $0.64 $3.85 $10.00 $3.85 | AMEC AMEC Penguin AMEC Penguin AMEC Penguin AMEC AMEC Penguin AMEC AMEC AMEC AMEC Polymet Polymet Polymet AMEC Polymet Polymet Polymet Polymet Polymet Polymet Polymet Polymet Polymet Polymet | $186,880 $185,146 $185,146 $1,691,638 $1,273,704 $263,950 $1,825,000 $1,460,000 $1,254,688 $1,866,477 $662,521 $400,000 $456,250 $638,750 $533,813 $1,825,000 $14,372 $153,414 $41,500 $2,920,670 $15,969 $100,000 $562,852 $64,702 $278,791 $6,388 $46,500 $18,600 $828,542 $17,566 $93,000 | 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 | $186,880 $185,146 $185,146 $1,691,638 $1,273,704 $263,950 $1,825,000 $1,460,000 $1,254,688 $1,866,477 $662,521 $400,000 $456,250 $638,750 $533,813 $1,825,000 $14,372 $153,414 $41,500 $2,920,670 $15,969 $100,000 $562,852 $64,702 $278,791 $6,388 $46,500 $18,600 $828,542 $17,566 $93,000 | 0.020 0.020 0.020 0.185 0.140 0.029 0.200 0.160 0.138 0.205 0.073 0.044 0.050 0.070 0.059 0.200 0.002 0.017 0.005 0.320 0.002 0.011 0.062 0.007 0.031 0.001 0.005 0.002 0.091 0.002 0.010 |
| PENGUINASI | PLANT REAGENTS AND CONSUMABLES COST | April-04 | ||
| NorthMet Project | Rev. A | |||
| Hoyt Lakes, Minnesota | ||||
| Tonnes ore milled per annum | 9,125,000 |
| AREA | SUPPLY | Unit/tonne Source | UNIT | UNITS/TONNE MILLED | UNITS PER ANNUM | UNIT COST | Unit price Source | TOTAL COST | ESCALATION FACTOR | TOTAL COST 2004 | COST PER TONNE ORE |
| Cu SX/EW Fe Precipitation Hydroxide ppt'n TOTAL | Extractant (M5640) Diluent (SX 11) H2 SO Cobalt Sulphate Clay (allowance) Cathodes (10yrlife) Anodes (7 yr life) Cathode Bundling Supplies FC1100 (allowance) Guar (allowance) Limestone Sulfur for SO2 Flocculant Filter Aid (allowance) Oxygen (ind in POX) MgO CaO Hydroxide Bundling Supplies Flocculent | AMEC AMEC AMEC AMEC Calc Calc Mass Balance Mass Balance AMEC Mass Balance Mass Balance AMEC | litres litres mt kg plate plate mt kg kg kg kg kg | 0.0061 0.0140 0.0011 0.0006 0.002 0.0335 0.0002 0.5868 0.0914 0.0002 | 55,267 127,805 10,038 5,392 675 965 19,286 305,296 1,659 5,354,716 833,693 1,659 | $9.12 $0.71 $60.00 $5.50 $250.00 $165.00 $10.00 $0.06 $3.85 $0.10 $0.06 $3.85 | Polymet Polymet Penguin Polymet Polymet Polymet Polymet Polymet Polymet Polymet Polymet Polymet Polymet Polymet Polymet Polymet Polymet Polymet | $503,992 $91,159 $602,250 $29,656 $30,000 $30,000 $30,000 $30,000 $40,000 $20,000 $192,863 $17,463 $6,388 $58,000 $535,472 $53,190 $8,400 $6,388 | 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 | $503,992 $91,159 $602,250 $29,656 $30,000 $30,000 $30,000 $30,000 $40,000 $20,000 $192,863 $17,463 $6,388 $58,000 $535,472 $53,190 $8,400 $6,388 $22,142,258 | 0.055 0.010 0.066 0.003 0.003 0.003 0.003 0.003 0.004 0.002 0.021 0.002 0.001 0.006 0.059 0.006 0.001 0.001 $2.43 |
Appendix 5- Capital Costs
|
| PENGUINASI | CAPITAL COST ESTIMATE | April-04 |
| NorthMet Project | SUMMARY | Rev. C |
| Hoyt Lakes, Minnesota |
| Item | Item Description | Total | Labor | Material | Subcontract | Total | ||||||||
| SUMMARY - OVERALL | Mhrs | Costs | Costs | |||||||||||
| 100 | CRUSHING | 15,842 | $ | 1,075,130 | $ | 2,007,038 | $ - | $ | 3,082,168 | |||||
| 210 | GRINDING | 15,640 | $ | 1,049,723 | $ | 3,174,011 | $ | 58,501 | $ | 4,282,235 | ||||
| 220 | FLOTATION & REGRIND | 65,827 | $ | 4,476,264 | $ | 13,004,243 | $ | 65,900 | $ | 17,546,408 | ||||
| 300 | PRESSURE LEACHING | 118,638 | $ | 8,067,369 | $ | 22,981,576 | $ | 3,000 | $ | 31,051,945 | ||||
| 410 | SOLID / LIQUID SEPARATION | 26,903 | $ | 1,830,793 | $ | 4,822,330 | $ | 13,381 | $ | 6,666,504 | ||||
| 420 | PGM RECOVERY | 19,927 | $ | 1,356,385 | $ | 3,712,286 | $ | 13,381 | $ | 5,082,053 | ||||
| 510 | NEUTRALIZATION | 38,661 | $ | 2,633,222 | $ | 6,220,210 | $ | 13,381 | $ | 8,866,813 | ||||
| 520 | SOLVENT EXTRACTION | 35,242.9 | $ | 2,397,018 | $ | 4,011,187 | $ | 30,767 | $ | 6,438,971 | ||||
| 530 | ELECTROWINNING | 55,855 | $ | 3,800,408 | $ | 14,930,476 | $ | 18,678 | $ | 18,749,562 | ||||
| 540 | Fe & HYDROXIDE PRECIPITATION | 30,868 | $ | 2,100,460 | $ | 3,889,689 | $ | 13,381 | $ | 6,003,530 | ||||
| 600 | INFRASTRUCTURE & AUXILIARY SERVICES | 46,404 | $ | 3,168,312 | $ | 8,912,206 | $ | 506,193 | $ | 12,586,710 | ||||
| 700 | TAILINGS | 2,740 | $ | 186,320 | $ | 385,000 | $ | 3,977,524 | $ | 4,548,844 | ||||
| 800 | MINING | 6,185 | $ | 439,810 | $ | 411,700 | $ | 4,908,239 | $ | 5,759,749 | ||||
| TOTAL DIRECT COSTS | 478,732 | $ | 32,581,212 | $ | 88,461,953 | $ | 9,622,327 | $ | 130,665,492 |
| PENGUINASI | CAPITAL COST ESTIMATE | April-04 |
| NorthMet Project | SUMMARY | Rev. C |
| Hoyt Lakes, Minnesota |
| Item | Item Description | Total | Labor | Material | Subcontract | Total | |||||||
| SUMMARY - OVERALL | Mhrs | Costs | Costs | ||||||||||
| 920 | EPCM | 15% | On Direct Costs | $ | 19,599,824 | $ | 19,599,824 | ||||||
| 930 | CONSTRUCTION INDIRECTS | $6 | On Manhours for Construction Equipment | $ | 2,872,394 | $ | 2,872,394 | ||||||
| Site Costs and Contractor O/H and Profit included in labour rate | |||||||||||||
| 941 | CAPITAL SPARES | 5% | On Process Materials Excluding Crushing | $ | 4,322,746 | $ | 4,322,746 | ||||||
| 942 | FIRST FILLS | LS | 3 Months Consumables | $ | 4,000,000 | $ | 4,000,000 | ||||||
| 950 | VENDOR REPRESENTATIVES | LS | $ | 1,319,508 | $ | 1,319,508 | |||||||
| 960 | FREIGHT | 3% | On Materials | $ | 2,498,427 | $ | 2,498,427 | ||||||
| 970 | START UP AND COMMISSIONING | LS | $ | 910,460 | $ | 910,460 | |||||||
| CONTINGENCY | 20% | On Direct and Indirect Costs | $ | 33,237,770 | |||||||||
| Excluding Owners Costs | |||||||||||||
| PROJECT TOTAL | $ | 199,426,621 | |||||||||||
| PENGUINASI | CRUSHING AND SCREENING | April-04 |
| NorthMet Project | Rev. C | |
| Hoyt Lakes, Minnesota |
| Area 100 | Item Description CRUSHING AND SCREENING | Qty | Unit | Unit Mhrs | Total Mhrs | MH Rate | Labor | Unit Matl | Material | Subcontract Specl Costs | Total Costs | ||
| Existing equipment refurbishment costs include an allowance for labour and an allowance for materials based on 10% of new equipment cost for liners, idlers etc. | |||||||||||||
| 110 | PRIMARY CRUSHING | ||||||||||||
| REMOVE EXISTING 36'' GYRATORYRemoved at no cost for salvage | 1 | EA | - | - | $ 68 | $ - | $ - | $ - | $ - | ||||
| CRUSHER SURGE POCKET DEMOLITION | 1 | LS | 500 | 500 | $ 68 | $34,000 | $ - | $ - | $34,000 | ||||
| CRUSHER SURGE POCKET MODIFICATIONS | 20 | TN | 30 | 600 | $ 68 | $40,800 | $ 3,000 | $60,000 | $100,800 | ||||
| EXISTING | PRIMARY CRUSHERDischarge Skirt Repairs | 60x89 GYR, 900 HP | 1 | EA | 300 | 300 | $ 68 | $20,400 | $250,000 | $250,000 | |||
| and New Lube Uni t | $270,400 | ||||||||||||
| EXISTING | APRON FEEDER | 1500 x 4800, 115HP | 1 | EA | 299 | 299 | $ 68 | $20,323 | $29,887 | $29,887 | $50,210 | ||
| EXISTING | CONVEYOR 1AChange Troughing Idler Sets at | 60", 900 HP | 1 | EA | 250 | 250 | $ 68 | $17,000 | $25,000 | $25,000 | |||
| Feed End | $42,000 | ||||||||||||
| EXISTING | BELT WEIGHSCALE | 1 | EA | 12 | 12 | $ 68 | $ 816 | $ 2,000 | $ 2,000 | $2,816 | |||
| EXISTING | CONVEYOR 2AChange Troughing Idlers at | 60", 900 HP | 1 | EA | 250 | 250 | $ 68 | $17,000 | $25,000 | $25,000 | |||
| Feed En d | $42,000 | ||||||||||||
| EXISTING | CONVEYOR 2A-TRIPPERModify Tripper Drive | 60", 15 HP | 1 | EA | 700 | 700 | $ 68 | $47,600 | $70,000 | $70,000 | |||
| $117,600 | |||||||||||||
| EXISTING | CONV. 2A TRIPPER SUPPORT REPAIR | 20 | TN | 60 | 1,224 | $ 69 | $84,456 | $ 3,000 | $61,200 | $145,656 | |||
| NEW | RE & RE PRIMARY CRUSHER CHUTEWORK LINERS | 15 | TN | 30 | 450 | $ 68 | $30,600 | $ 3,500 | $52,500 | $83,100 | |||
| EXISTING | PRIMARY CRUSHER PIPING20% of new for inspection/repair | 1 | LS | 158 | 158 | $ 68 | $10,744 | $15,800 | $15,800 | $26,544 | |||
| EXISTING | PRIMARY CRUSHER ELECTRICAL/LIGHTING10% of new for repair | 1 | LS | 274 | 274 | $ 68 | $18,627 | $27,393 | $27,393 | $46,020 | |||
| EXISTING | PRIMARY CRUSHER INSTRUMENTATION20% of new for repair | 1 | LS | 40 | 40 | $ 68 | $ 2,720 | $10,400 | $10,400 | $13,120 | |||
| EXISTING | PRIMARY CRUSHER HVAC/SERVICESAllowance | 1 | LS | 80 | 80 | $ 68 | $ 5,440 | $ 5,000 | $ 5,000 | $10,440 | |||
| EXISTING | PRIMARY CRUSHER FIRE PROTECTIONAllowance | 1 | LS | 80 | 80 | $ 68 | $ 5,440 | $ 5,000 | $ 5,000 | $10,440 | |||
| EXISTING | PRIMARY CRUSHER BUILDINGAllowance for Repairs/Modifications | 1 | LS | 250 | 250 | $ 68 | $17,000 | $25,000 | $25,000 | $42,000 | |||
| 120 | SECONDARY AND TERTIARY CRUSHING AND SCREENING | ||||||||||||
| EXISTING | RE & RE COARSE ORE SURGE BIN LINERS | 2000 T BIN | 24 | TN | 100 | 2,400 | $ 68 | $163,200 | $350 | $ 8,400 | |||
| Liners in Stock | $171,600 | ||||||||||||
| EXISTING | COARSE ORE RECLAIM FEEDERS | 4'x 6' VIB, 4 HP | 12 | EA | 177 | 2,119 | $ 68 | $144,109 | $14,717 | $176,604 | $320,713 | ||
| EXISTING | COARSE ORE RECLAIM CONVEYORS | 48", 5 HP | 4 | EA | 39 | 156 | $ 68 | $10,608 | $325 | $ 1,300 | |||
| Recently Replace d | $11,908 | ||||||||||||
| EXISTING | RETRACTABLE CONVEYORS | 48", 5 HP | 2 | EA | 39 | 78 | $ 68 | $5,304 | $3,250 | $ 6,500 | $11,804 | ||
| EXISTING | SECONDARY CRUSHERReplace Lube Unit | 7' STD. CONE, 350 HP | 2 | EA | 150 | 300 | $ 68 | $20,400 | $150,000 | $300,000 | $320,400 | ||
| EXISTING | CRUSHER RECLAIM FEEDER | 4'x 5' VIB, 4 HP | 4 | EA | 175 | 700 | $ 68 | $47,600 | $14,717 | $58,868 | $106,468 | ||
| EXISTING | SIZING SCREENSSpare Parts in Stock | 6'x 10' VIB, 15 HP | 4 | EA | 50 | 200 | $ 68 | $13,600 | $17,000 | $68,000 | $81,600 | ||
| EXISTING | TERTIARY CRUSHERReplace Lube Unit | 7' CONE, 350 HP | 4 | EA | 150 | 600 | $ 68 | $40,800 | $100,000 | $400,000 | $440,800 | ||
| EXISTING | RELACE BOTTOM SECTION OF DISCHARGE | 10 | TN | 30 | 300 | $ 68 | $20,400 | $3,000 | $30,000 | ||||
| CHUTES | $50,400 | ||||||||||||
| EXISTING | CONVEYOR 3AChange Troughing Idlers at | 60", 75 HP | 1 | EA | 250 | 250 | $ 68 | $17,000 | $25,000 | $25,000 | |||
| Feed En d | $42,000 | ||||||||||||
| EXISTING | CONVEYOR 4AChange Troughing Idlers at | 60", 750 HP | 1 | EA | 250 | 250 | $ 68 | $17,000 | $25,000 | $25,000 | |||
| Feed En d | $42,000 | ||||||||||||
| EXISTING | CONVEYOR 5SChange Troughing Idlers at | 60", 450 HP | 1 | EA | 250 | 250 | $ 68 | $17,000 | $25,000 | $25,000 | |||
| Feed En d | $42,000 | ||||||||||||
| EXISTING | CONVEYOR 5S-TRIPPER | 60", 15 HP | 1 | EA | 200 | 200 | $ 68 | $13,600 | $20,000 | $20,000 | $33,600 | ||
| EXISTING | SUMP PUMPS | 2 | EA | 100 | 200 | $ 68 | $13,600 | $1,500 | $ 3,000 | $16,600 | |||
| NEW | RE & RE SEC AND TER CHUTEWORK LINERS | 4 | TN | 50 | 200 | $ 68 | $13,600 | $3,500 | $14,000 | $27,600 | |||
| NEW | REPLACE DUST COLLECTION COLLECTOR DUCTINGMaterial on Site | 1 | sum | 400 | 400 | $ 60 | $23,856 | $4,000 | $ 4,000 | $27,856 | |||
| PENGUINASI | CRUSHING AND SCREENING | April-04 |
| NorthMet Project | Rev. C | |
| Hoyt Lakes, Minnesota |
| Area 100 | Item Description CRUSHING AND SCREENING | Qty | Unit | Unit Mhrs | Total Mhrs | MH Rate | Labor | Unit Matl | Material | Subcontract Specl Costs | Total Costs | ||
| EXISTING | SECONDARY CRUSHER PIPING | 1 | LS | 316 | 316 | $ 68 | $21,488 | $31,600 | $31,600 | $53,088 | |||
| EXISTING | SECONDARY CRUSHER ELEC/LIGHTING | 1 | LS | 548 | 548 | $ 68 | $37,254 | $54,786 | $54,786 | $92,040 | |||
| EXISTING | SECONDARY CRUSHER INSTRUMENTATION | 1 | LS | 208 | 208 | $ 68 | $14,144 | $20,800 | $20,800 | $34,944 | |||
| EXISTING | SECONDARY CRUSHER HVAC | 1 | LS | 100 | 100 | $ 68 | $6,800 | $10,000 | $10,000 | $16,800 | |||
| EXISTING | SECONDARY CRUSHER FIRE PROTECTION | 1 | LS | 100 | 100 | $ 68 | $6,800 | $10,000 | $10,000 | $16,800 | |||
| EXISTING | SECONDARY CRUSHER BUILDINGAllowance for Repairs/Modifications | 1 | LS | 500 | 500 | $ 68 | $34,000 | $50,000 | $50,000 | $84,000 | |||
| 110 | SUB TOTAL CRUSHING AND SCREENING | 15,842 | $1,075,130 | $2,007,038 | $3,082,168 | ||||||||
| PENGUINASI | 200 - GRINDING | April-04 |
| NorthMet Project | Rev. C | |
| Hoyt Lakes, Minnesota |
| Area 210 | Item Description GRINDING | Qty | Unit | Unit Mhrs | Total Mhrs | Labor | Unit Matl | Material | Subcontract Specl Costs | Total Costs | ||
| Existing equipment refurbishment costs include an allowance for labour and an allowance for materials based on 10% of new equipment cost for liners, idlers etc. | ||||||||||||
| EQUIPMENT AND STEEL DEMOLITIONRemoved at no cost for salvage | 1 | LS | - | - | $ - | $ - | $ - | $ - | $ - | |||
| GRINDING CIRCUIT DEMOLITION | 1 | LS | 500 | 500 | $34,000 | $3,500 | $3,500 | $2,000 | $39,500 | |||
| BACKFILL | 1 | LS | 200 | 200 | $13,600 | $2,000 | $2,000 | $1,500 | $17,100 | |||
| NEW CONCRETE FOOTINGS AND PIERS | 1 | LS | 400 | 400 | $27,200 | $300 | $300 | $ - | $27,500 | |||
| NEW STRUCTURAL STEEL AND PLATFORMS | 8 | TN | 30 | 240 | $16,320 | $3,200 | $25,600 | $ - | $41,920 | |||
| FINE ORE SURGE BIN BULKHEADSNot Required | 0 | TN | 30 | - | $ - | $3,200 | $ - | $ - | $ - | |||
| EXISTING | RE & RE FINE ORE SURGE BIN LINERS | 650 T LIVE CAPACITY | 16 | TN | 25 | 400 | $27,200 | $3,500 | $56,000 | $ - | $83,200 | |
| EXISTING | FINE ORE RECLAIM CONVEYORS | 24', 3 HP | 8 | ea | 147 | 1,176 | $79,968 | $14,717 | $117,736 | $ - | $197,704 | |
| EXISTING | ROD MILL | 10'x 14', 800 HP | 8 | ea | 300 | 2,400 | $163,200 | $100,000 | $800,000 | $ - | $963,200 | |
| EXISTING | BALL MILL | 10'x 14', 1250 HP | 8 | ea | 300 | 2,400 | $163,200 | $100,000 | $800,000 | $ - | $963,200 | |
| NEW | CYCLOPAC 1 OP 1 STDBY | 2 x 33" dia | 8 | ea | 100 | 800 | $54,400 | $40,000 | $320,000 | $ - | $374,400 | |
| NEW | CYCLONE FEED PUMPBOX | 8 | ea | 80 | 640 | $43,52 | $10,000 | $80,000 | $ - | $123,520 | ||
| NEW | CYCLONE FEED PUMPS | 8 | ea | 100 | 800 | $54,40 | $50,000 | $400,000 | $ - | $454,400 | ||
| EXISTING | REPLACE 42" PROCESS WATER HEADER | 1 | EA | 210 | 210 | $ - | $21,000 | $21,000 | $ 1 | $21,001 | ||
| EXISTING | OVERHEAD CRANE | 1 | ea | 40 | 40 | $2,720 | $25,000 | $25,000 | $5,000 | $32,720 | ||
| EXISTING | SUMP PUMPS | 6" | 2 | ea | 100 | 200 | $13,600 | $750 | $1,500 | $ - | $15,100 | |
| RE & RE GRINDING CHUTEWORK / LINERS | 20 | TN | 30 | 600 | $40,800 | $3,500 | $70,000 | $ - | $110,800 | |||
| GRINDING PIPING | 1 | LS | 1,695 | 1,695 | $115,260 | $169,500 | $169,500 | $ - | $284,760 | |||
| GRINDING ELECTRICAL/LIGHTING | 1 | LS | 1,271 | 1,271 | $86,445 | $127,125 | $127,125 | $ - | $213,570 | |||
| GRINDING INSTRUMENTATION | 1 | LS | 848 | 848 | $57,630 | $84,750 | $84,750 | $ - | $142,380 | |||
| GRINDING HVAC/SERVICESAllowance | 1 | LS | 160 | 160 | $10,880 | $10,000 | $10,000 | $ - | $20,880 | |||
| GRINDING FIRE PROTECTIONAllowance | 1 | LS | 160 | 160 | $10,880 | $10,000 | $10,000 | $ - | $20,880 | |||
| GRINDING BUILDINGAllowance for Repairs/Modifications | 1 | LS | 500 | 500 | $34,500 | $50,000 | $50,000 | $ - | $84,500 | |||
| SEPARATION WALL ALLOWANCE | 1 | LS | $50,000 | $50,000 | ||||||||
| 210 | SUB TOTAL GRINDING | 15,640 | $1,049,723 | $3,174,011 | $58,501 | $4,282,235 | ||||||
| PENGUINASI | FLOTATION AND REGRIND | April-04 |
| NorthMet Project | Rev. C | |
| Hoyt Lakes, Minnesota |
| Area 220 | Item Description FLOTATION & REGRIND | Qty | Unit | Unit Mhrs | Total Mhrs | Labor | Unit Matl | Material | Subcontract Specl Costs | Total Costs | ||
| EQUIPMENT AND STEEL DEMOLITIONRemoved at no cost for salvage | 1 | LS | 0 | 0 | $ - | $ - | $ - | $- | $ - | |||
| GRINDING CIRCUIT DEMOLITION | 1,100 | CY | 1 | 1100 | $$74,800 | $ - | $ - | $8,800 | $83,600 | |||
| BACKFILL | 700 | CY | 0.1 | 70 | $4,760 | $ 8 | 5,600 | $2,100 | $12,460 | |||
| NEW CONCRETE FOOTINGS/PIERS/SLABS | 400 | CY | 8 | 3200 | $217,600 | $300 | 120,000 | $337,600 | ||||
| STRUCTURAL STEEL AND PLATFORMS | 70 | TN | 22 | 1540 | $104,720 | $2,800 | 196,000 | $300,720 | ||||
| GENERAL BUILDING MODIFICATIONS | 1 | LS | 500 | 500 | $34,000 | $50,000 | 50,000 | $84,000 | ||||
| EXISTING | FLOTATION AREA CRANE | 25T/5T 20/5 HP | 1 | EA | 40 | 40 | $2,720 | $8,000 | 8,000 | $5,000 | $15,720 | |
| NEW | CONDITIONING TANK | 7.5 m dia x 8 m | 31,700 | LB | 0.03 | 951 | $64,668 | $ 1 | 31,700 | $96,368 | ||
| NEW | CONDITIONING TANK AGITATOR | 1 | EA | 100 | 100 | $6,800 | $48,000 | 48,000 | $54,800 | |||
| NEW | ROUGHER CELLSQuoted | 160 m3 TANK CELL | 4 | EA | 60 | 240 | $16,320 | $307,500 | 1,230,00 0 | $1,246,320 | ||
| NEW | SCAVENGER CELLSQuoted | 160 m3 TANK CELL | 10 | EA | 60 | 600 | $40,800 | $338,250 | 3,382,50 0 | $3,423,300 | ||
| NEW | CLEANER CELLS WITH DISTRIBUTORQuoted | 21 m3 CONV. CELL | 8 | EA | 120 | 960 | $65,280 | $99,000 | 792,00 0 | $857,280 | ||
| NEW | FLOTATION TAILS PUMPBOX | 1 | EA | 250 | 250 | $17,000 | $15,000 | 15,000 | $32,000 | |||
| NEW | FLOTATION TAILS PUMPS | 2 | EA | 400 | 800 | $54,400 | $200,000 | 400,000 | $454,400 | |||
| NEW | RECLEANER FEED PUMPBOX | 1 | EA | 40 | 40 | $2,720 | $10,000 | 10,000 | $12,720 | |||
| NEW | RECLEANER FEED PUMPS | 2 | EA | 60 | 120 | $8,160 | $30,000 | 60,000 | $68,160 | |||
| NEW | RE CLEANER COLUMN CELLS | 3.7mx12.2 m COL CELL | 1 | EA | 120 | 120 | $8,160 | $99,000 | 99,000 | $107,160 | ||
| NEW | RECLEANER TAILS PUMP | 2 | EA | 60 | 120 | $8,160 | $30,000 | 60,000 | $68,160 | |||
| NEW | RECLEANER BLOWER | 1 | EA | 60 | 60 | $4,080 | $15,000 | 15,000 | $19,080 | |||
| NEW | FLOTATION BLOWERS | 2 | EA | 61 | 122 | $8,296 | $15,001 | 30,002 | $38,298 | |||
| NEW | SAMPLERS | 3 | EA | 50 | 150 | $10,200 | $10,000 | 30,000 | $40,200 | |||
| NEW | ANALYSER | 1 | EA | 900 | 900 | $61,200 | $500,000 | 500,000 | $561,200 | |||
| NEW | SUMP PUMPS | 4 | EA | 60 | 240 | $16,320 | $15,000 | 60,000 | $76,320 | |||
| NEW | SCAVENGER REGRIND CYCLONE FEED PUMPBOX | 1 | EA | 100 | 100 | $6,800 | $10,000 | 10,000 | $16,800 | |||
| NEW | SCAVENGER REGRIND CYCLONE FEED PUMPS | 2 | EA | 125 | 250 | $17,000 | $50,000 | 100,000 | $117,000 | |||
| NEW | SCAVENGER REGRIND CYCLOPAC | 1 | EA | 80 | 80 | $5,440 | $50,000 | 50,000 | $55,440 | |||
| EXISTING | SCAVENGER REGRIND MILL | 12'-2" x 24', 1500 HP | 1 | EA | 250 | 250 | $17,000 | $150,000 | 150,000 | $167,000 | ||
| NEW | FINAL CONC. REGRIND CYCLONE FEED PUMPBOX | 1 | EA | 100 | 100 | $6,800 | $10,000 | 10,000 | $16,800 | |||
| NEW | FINAL CONC. REGRIND CYCLONE FEED PUMPS | 2 | EA | 60 | 120 | $8,160 | $50,000 | 100,000 | $108,160 | |||
| NEW | FINAL CONC. REGRIND CYCLOPAC | 1 | EA | 80 | 80 | $5,440 | $50,000 | 50,000 | $55,440 | |||
| EXISTING | FINAL CONC REGRIND MILL | 12'-2" x 24', 1500 HP | 1 | EA | 250 | 250 | $17,000 | $150,000 | 150,000 | $167,000 | ||
| FLOTATION PIPING | 1 | LS | 14,766 | 14,766 | $1,004,115 | $1,476,640 | 1,476,640 | $2,480,756 | ||||
| OUTSIDE LINESTo Pressure Leaching and Reagent Supply | 1 | LS | 18,478 | 18,478 | $1,256,504 | $1,847,801 | 1,847,801 | $3,104,305 | ||||
| FLOTATION ELECTRICAL | 1 | LS | 11,087 | 11,087 | $753,903 | $1,108,680 | 1,108,680 | $1,862,583 | ||||
| FLOTATION INSTRUMENTATION | 1 | LS | 7,383 | 7,383 | $502,058 | $738,320 | 738,320 | $1,240,378 | ||||
| FLOTATION HVAC | 1 | LS | 80 | 80 | $5,440 | $10,000 | 10,000 | $15,440 | ||||
| FLOTATION FIRE PROTECTION | 1 | LS | 80 | 80 | $5,440 | $10,000 | 10,000 | $15,440 | ||||
| FLOTATION BUILDINGAllowance for Repairs / Modifications | 1 | LS | 500 | 500 | $34,000 | $50,000 | 50,000 | $84,000 | ||||
| SEPARATION WALL ALLOWANCE | 1 | LS | $50,000 | $50,000 | ||||||||
| 220 | SUB TOTAL FLOTATION & REGRIND | 65,827 | $4,476,264 | $13,004,243 | $65,900 | $17,546,408 | ||||||
| PENGUINASI | PRESSURE LEACHING | April-04 |
| NorthMet Project | Rev. C | |
| Hoyt Lakes, Minnesota |
| Area 300 | Item Description PRESSURE LEACHING | Qty | Uni | Unit Mhrs | Total Mhrs | Labor | Unit Matl | Material | Subcontract Specl Costs | Total Costs | ||
| SITE PREPARATION AND CIVIL | 1 | LS | 500 | 500 | $34,000 | $10,000 | $10,000 | $3,000 | $47,000 | |||
| PRE ENGINEERED BUILDINGIncluding Concrete and Architectural | 24,000 | SF | 0.70 | 16,800 | $1,142,400 | $70 | $1,680,000 | $2,822,400 | ||||
| BUILDING HVAC | 24,000 | SF | 0.05 | 1,200 | $81,600 | $8 | $192,000 | $273,600 | ||||
| BUILDING FIRE PROTECTION | 24,000 | SF | 0.02 | 480 | $32,640 | $4 | $96,000 | $128,640 | ||||
| BUILDING ELECTRICALlighting/convenience electrical | 24,000 | SF | 0.05 | 1,200 | $81,600 | $6 | $144,000 | $225,600 | ||||
| CONCRETE EQUIP FOUNDATIONS AND PIERS | 350 | YD | 6 | 2,100 | $142,800 | $300 | $105,000 | $247,800 | ||||
| EQUIPMENT SUPPORT STRUCTURAL STEEL | 35 | TN | 30 | 1,050 | $71,400 | $3,200 | $112,000 | $183,400 | ||||
| AUTOCLAVE AREA OVERHEAD CRANE | 5t/1t | 2 | EA | 240 | 480 | $32,640 | $80,000 | $160,000 | $192,640 | |||
| NEW | CONCENTRATE THICKENERBudget Quotation | 44 ft. dia | 1 | EA | 1,500 | 1,500 | $102,000 | $301,125 | $301,125 | $403,125 | ||
| NEW | THICKENER O/F PUMP | 2 | EA | 40 | 80 | $5,440 | $15,000 | $30,000 | $35,440 | |||
| NEW | THICKENER U/F PUMP | 2 | EA | 40 | 80 | $5,440 | $8,000 | $16,000 | $21,440 | |||
| NEW | CONCENTRATE STORAGE TANK | 26 ft dia. X 29 ft | 45,000 | LBS | 0.03 | 1,350 | $91,800 | $1 | $45,000 | $136,800 | ||
| NEW | CONCENTRATE STORAGE TANK AGITATOR | 29.52 | 1 | EA | 100 | 100 | $6,800 | $50,000 | $50,000 | $56,800 | ||
| NEW | CONCENTRATE FEED PUMPS | 2 | EA | 40 | 80 | $5,440 | $12,000 | $24,000 | $29,440 | |||
| NEW | AUTOCLAVE FEED TANK | 3 m dia. X 3.5 m | 8,000 | LBS | 0.03 | 240 | $16,320 | $1 | $8,000 | $24,320 | ||
| NEW | AUTOCLAVE FEED TANK AGITATOR | 2 | EA | 40 | 80 | $5,440 | $10,000 | $20,000 | $25,440 | |||
| NEW | AUTOCLAVE FEED PUMPS | 2 | EA | 80 | 160 | $10,880 | $75,000 | $150,000 | $160,880 | |||
| NEW | NaCL ADDITION SYSTEM | 1 | EA | 400 | 400 | $27,200 | $150,000 | $150,000 | $177,200 | |||
| NEW | AUTOCLAVESAdjusted to 65% of AMEC study | 4.1m x 24.6m | 2 | EA | 4,000 | 8,000 | $544,000 | $3,475,046 | $6,950,092 | $7,494,092 | ||
| NEW | AUTOCLAVE AGITATORS | 12 | EA | 150 | 1,800 | $122,400 | $200,000 | $2,400,000 | $2,522,400 | |||
| NEW | FLASH TANKSAdjusted to 65% of AMEC study | 2 | EA | 1,000 | 2,000 | $136,000 | $656,398 | $1,312,795 | $1,448,795 | |||
| NEW | SLURRY COOLER FEED PUMPS | 2 | EA | 60 | 120 | $8,160 | $35,000 | $70,000 | $78,160 | |||
| NEW | SLURRY COOLERS | 2 | EA | 80 | 160 | $10,880 | $50,000 | $100,000 | $110,880 | |||
| NEW | COOLING TOWER | 1 | EA | 1,200 | 1,200 | $81,600 | $200,000 | $200,000 | $281,600 | |||
| NEW | VENT GAS SCRUBBER | 1 | EA | 60 | 60 | $4,080 | $260,000 | $260,000 | $264,080 | |||
| NEW | VENT GAS SCRUBBER DISCHARGE PUMP | 2 | EA | 40 | 80 | $5,440 | $5,000 | $10,000 | $15,440 | |||
| NEW | RAFFINATE INJECTION PUMPS | 2 | EA | 80 | 160 | $10,880 | $75,000 | $150,000 | $160,880 | |||
| NEW | BOILER PACKAGEAdjusted to 65% of AMEC study | 1 | EA | 4,000 | 4,000 | $272,000 | $617,786 | $617,786 | $889,786 | |||
| NEW | BOILER BLOWOUT VESSELS | 2 | EA | 40 | 80 | $5,440 | $8,000 | $16,000 | $21,440 | |||
| NEW | HP AIR COMPRESSOR | 1 | EA | 40 | 40 | $2,720 | $60,000 | $60,000 | $62,720 | |||
| NEW | LP AIR COMPRESSOR | 1 | EA | 40 | 40 | $2,720 | $40,000 | $40,000 | $42,720 | |||
| NEW | SEAL WATER COOLER | 1 | EA | 80 | 80 | $5,440 | $50,000 | $50,000 | $55,440 | |||
| NEW | SEAL/RINSE WATER TREATMENT PACKAGE | 1 | EA | 100 | 100 | $6,800 | $50,000 | $50,000 | $56,800 | |||
| NEW | OXYGEN BLOWOUT VESSEL | 2 | EA | 40 | 80 | $5,440 | $8,000 | $16,000 | $21,440 | |||
| NEW | SEAL WATER PUMPS | 3 | EA | 40 | 120 | $8,160 | $8,000 | $24,000 | $32,160 | |||
| NEW | WATER TREATMENT PACKAGE | 1 | EA | 200 | 200 | $13,600 | $100,000 | $100,000 | $113,600 | |||
| NEW | SUMP PUMPS | 3 | EA | 60 | 180 | $12,240 | $12,000 | $36,000 | $48,240 | |||
| PRESSURE LEACHING PIPINGAdjusted to 65% ofAMEC study | 1 | LS | 33,808 | 33,808 | $2,298,967 | $3,380,833 | $3,380,833 | $5,679,800 | ||||
| OUTSIDE LINES TO SOLID LIQUID SEPARATIONAllowance | 1 | LS | 16,904 | 16,90 4 | $1,149,483 | $1,690,417 | $1,690,417 | $2,839,900 | ||||
| PRESSURE LEACHING ELECTRICAL/LIGHTINGAdjusted to 65% AMEC | 1 | LS | 12,680 | 12,680 | $862,244 | $1,268,006 | $1,268,006 | $2,130,249 | ||||
| PRESSURE LEACHING INSTRUMENTATIONAdjusted to 65% AMEC | 1 | LS | 8,865 | 8,86 5 | $602,835 | $886,523 | $886,523 | $1,489,358 | ||||
| 300 | SUB TOTAL PRESSURE LEACHING | 118,638 | $8,067,369 | $22,981,576 | $3,000 | $31,051,945 | ||||||
| PENGUINASI | SOLID / LIQUID SEPARATION | April-04 |
| NorthMet Project | Rev. C | |
| Hoyt Lakes, Minnesota |
| Area 410 | Item Description SOLID / LIQUID SEPARATION | Qty | Unit | Unit Mhrs | Total Mhrs | Labor | Unit Matl | Material | Subcontract Specl Costs | Total Costs | ||
| SITE PREPARATION | 1 | LS | 500 | 500 | $34,000 | $5,000 | $5,000 | $3,000 | $42,000 | |||
| DEMOLITION | 1,185 | YD | 1 | 1,185 | $80,593 | $- | $- | $9,481 | $90,074 | |||
| BACKFILL | 1,200 | CY | 0.08 | 96 | $6,528 | $5 | $6,000 | $900 | $13,428 | |||
| CONCRETE EQUIP FOUNDATIONS AND PIERS | 120 | YD | 6 | 720 | $48,960 | $300 | $36,000 | $84,960 | ||||
| TANK FARM CONCRETE | 180 | YD | 7 | 1,260 | $86,940 | $301 | $54,180 | $141,120 | ||||
| PLATFORMS | 1,000 | SF | 0.15 | 150 | $10,350 | $12 | $12,000 | $22,350 | ||||
| EQUIPMENT SUPPORT STRUCTURAL STEEL | 20 | TN | 30 | 600 | $40,800 | $3,200 | $64,000 | $104,800 | ||||
| BUILDING MODIFICATIONS | 1 | LS | 500 | 500 | $34,000 | $100,000 | $100,000 | $134,000 | ||||
| BUILDING ARCHITECTURALAllowance | 1,200 | SF | 1 | 1,200 | $81,600 | $75 | $90,000 | $171,600 | ||||
| BUILDING HVAC | 4,000 | SF | 0.05 | 200 | $13,600 | $8 | $32,000 | $45,600 | ||||
| BUILDING FIRE PROTECTION | 4,000 | SF | 0.02 | 80 | $5,440 | $5 | $20,000 | $25,440 | ||||
| BUILDING ELECTRICALLighting/Convenience Electrical | 4,000 | SF | 0.05 | 200 | $13,600 | $6 | $24,000 | $37,600 | ||||
| CRANE | 1 | EA | 400 | 400 | $27,200 | $50,000 | $50,000 | $77,200 | ||||
| NEW | LEACH THICKENERBudget Quotation | 17.7 m dia. | 1 | EA | 3000 | 3,000 | $204,000 | $380,000 | $380,000 | $584,000 | ||
| NEW | LEACH THICKENER O/F PUMP | 2 | EA | 60 | 120 | $8,160 | $15,000 | $30,000 | $38,160 | |||
| NEW | LEACH THICKENER U/F PUMP | 2 | EA | 40 | 80 | $5,440 | $8,000 | $16,000 | $21,440 | |||
| NEW | FILTER FEED TANK | 3 m dia. X 3.5 m | 1 | EA | 200 | 200 | $13,600 | $30,000 | $30,000 | $43,600 | ||
| NEW | FILTER FEED TANK AGITATOR | 1 | EA | 40 | 40 | $2,720 | $6,000 | $6,000 | $8,720 | |||
| NEW | FILTER FEED PUMP | 2 | EA | 30 | 60 | $4,080 | $8,000 | $16,000 | $20,080 | |||
| NEW | LEACH RESIDUE FILTER - Budget Quote | 1 | EA | 500 | 500 | $34,000 | $1,690,000 | $1,690,000 | $1,724,000 | |||
| NEW | TAILINGS REPULP TANK | 3 m dia. X 3.5 m | 1 | EA | 200 | 200 | $13,600 | $30,000 | $30,000 | $43,600 | ||
| NEW | TAILINGS REPULP TANK AGITATOR | 1 | EA | 40 | 40 | $2,720 | $6,000 | $6,000 | $8,720 | |||
| NEW | TAILINGS REPULP PUMP | 2 | EA | 40 | 80 | $5,440 | $8,000 | $16,000 | $$21,440 | |||
| NEW | THICKENER O/F SURGE TANK | 5 m dia. X 5.5 m | 1 | EA | 600 | 600 | $40,800 | $100,000 | $100,000 | 140,800 | ||
| NEW | POLISH FILTER FEED PUMP | 2 | EA | 40 | 80 | $5,440 | $6,000 | $12,000 | $17,440 | |||
| NEW | POLISH FILTER | 3.5 m dia. | 2 | EA | 120 | 240 | $16,320 | $175,000 | $350,000 | $366,320 | ||
| NEW | POLISH FILTER BLOWER | 1 | EA | 60 | 60 | $4,080 | $15,000 | $15,000 | $19,080 | |||
| NEW | ROUGHER/SCAVENGER CELLSBudget Quote | 2.8m3 | 5 | EA | 30 | 150 | $10,200 | $18,000 | $90,000 | $100,20 0 | ||
| NEW | CLEANER FLOTATION CELLSBudget Quote | 0.08m3 | 3 | EA | 40 | 120 | $8,160 | $8,333 | $25,000 | $33,160 | ||
| NEW | ROUGHER/SCAV FLOT CELLS RETURN PUMP | 1 | EA | 40 | 40 | $2,720 | $6,000 | $6,000 | $8,720 | |||
| NEW | CONCENTRATE STORAGE TANK FEED PUMP | 1 | EA | 40 | 40 | $2,720 | $5,000 | $5,000 | $7,720 | |||
| NEW | LEACH RESIDUE TAILINGS PUMPBOX | 1 | EA | 80 | 80 | $5,440 | $20,000 | $20,000 | $25,440 | |||
| NEW | LEACH RESIDUE TAILINGS PUMP | 2 | EA | 80 | 160 | $10,880 | $45,000 | $90,000 | $100,880 | |||
| NEW | SUMP PUMPS | 2 | EA | 40 | 80 | $5,440 | $6,000 | $12,000 | $17,440 | |||
| SOLID / LIQUID SEPARATION PIPING | 1 | LS | 5,890 | 5,890 | $400,520 | $589,000 | $589,000 | $989,520 | ||||
| SOLID LIQUID SEPARATION ELECTRICAL | 1 | LS | 4,418 | 4,418 | $300,390 | $441,750 | $441,750 | $742,140 | ||||
| SOLID LIQUID INSTRUMENTATION | 1 | LS | 3,534 | 3,534 | 240,312 | $353,400 | $353,400 | $593,712 | ||||
| 410 | SUB TOTAL SOLID / LIQUID SEPARATION | 26,903 | $1,830,793 | $4,822,330 | $13,381 | $6,666,504 | ||||||
| PENGUINASI | PGM RECOVERY | April-04 |
| NorthMet Project | Rev. C | |
| Hoyt Lakes, Minnesota |
| Area 420 | Item Description PGM RECOVERY | Qty | Unit | Unit Mhrs | Total Mhrs | Labor | Unit Matl | Material | Subcontract Specl Costs | Total Costs | ||
| SITE PREPARATION | 1 | LS | 500 | 500 | $34,000 | $5,000 | $5,000 | $3,000 | $42,000 | |||
| DEMOLITION | 1,185 | YD | 1 | 1,185 | $80,593 | $- | $- | $9,481 | $90,074 | |||
| BACKFILL | 1,200 | CY | 0.08 | 96 | $6,528 | $5 | $6,000 | $900 | $13,428 | |||
| CONCRETE EQUIP FOUNDATIONS AND PIERS | 120 | YD | 6 | 720 | $48,960 | $300 | $36,000 | $84,960 | ||||
| TANK FARM CONCRETE | 180 | YD | 7 | 1,260 | $86,940 | $301 | $54,180 | $141,120 | ||||
| PLATFORMS | 500 | SF | 0.15 | 75 | $5,175 | $12 | $6,000 | $11,175 | ||||
| EQUIPMENT SUPPORT STRUCTURAL STEEL | 20 | TN | 30 | 600 | $40,800 | $3,200 | $64,000 | $104,800 | ||||
| BUILDING MODIFICATIONS | 1 | LS | 500 | 500 | $34,000 | $100,000 | $100,000 | $134,000 | ||||
| BUILDING ARCHITECTURALAllowance | 1,200 | SF | 1 | 1,200 | $81,600 | $75 | $90,000 | $171,600 | ||||
| BUILDING HVAC | 4,000 | SF | 0.05 | 200 | $13,600 | $8 | $32,000 | $45,600 | ||||
| BUILDING FIRE PROTECTION | 4,000 | SF | 0.02 | 80 | $5,440 | $5 | $20,000 | $25,440 | ||||
| BUILDING ELECTRICALLighting/Convenience Electrical | 4,000 | SF | 0.05 | 200 | $13,600 | $6 | $24,000 | $37,600 | ||||
| CRANE | 1 | EA | 400 | 400 | $27,200 | $50,000 | $50,000 | $77,200 | ||||
| NEW | PLANT AIR COMPRESSOR | 1 | EA | 60 | 60 | $4,080 | $40,000 | $40,000 | $44,080 | |||
| NEW | INSTRUMENT AIR COMPRESSOR | 1 | EA | 60 | 60 | $4,080 | $40,000 | $40,000 | $44,080 | |||
| NEW | SULPHUR BURNER PACKAGE | 1 | EA | 800 | 800 | $54,400 | $200,000 | $200,000 | $254,400 | |||
| NEW | SULPHUR BURNER BLOWER | 1 | - | - | - | - | ||||||
| NEW | IN LINE MIXER | 1 | EA | 40 | 40 | $2,720 | $10,000 | $10,000 | $12,720 | |||
| NEW | Fe REDUCTION TANK | 6.5 m dia x 7 m | 1 | EA | 800 | 800 | $54,400 | $120,000 | $120,000 | $174,400 | ||
| NEW | Fe REDUCTION TANK AGITATOR | 1 | EA | 40 | 40 | $2,720 | $13,000 | $13,000 | $15,720 | |||
| NEW | PIPE REACTOR FEED PUMP | 2 | EA | 40 | 80 | $5,440 | $17,000 | $34,000 | $39,440 | |||
| NEW | PIPE REACTOR | 315mm D x 55m | 2 | EA | 120 | 240 | $16,320 | $10,000 | $20,000 | $36,320 | ||
| NEW | CLARIFIER | 2 | EA | 120 | 240 | $16,320 | $80,000 | $160,000 | $176,320 | |||
| NEW | PGM FILTER | 2 | EA | 500 | 1,000 | $68,000 | $690,002 | $1,380,005 | $1,448,005 | |||
| NEW | CLARIFIER O/F STANDPIPE | 2 | EA | 40 | 80 | $5,440 | $8,000 | $16,000 | $21,440 | |||
| NEW | POLISH FILTER FEED PUMP | 2 | EA | 80 | 160 | $10,880 | $30,000 | $60,000 | $70,880 | |||
| NEW | CLARIFIER U/F DIAPHRAM PUMP | 4 | EA | 40 | 160 | $10,880 | $8,000 | $32,000 | $42,880 | |||
| NEW | REPULP TANK | 1m dia x 1.2m | 1 | EA | 20 | 20 | $1,360 | $2,000 | $2,000 | $3,360 | ||
| NEW | REPULP TANK AGITATOR | 1 | EA | 20 | 20 | $1,360 | $4,000 | $4,000 | $5,360 | |||
| NEW | REPULP PUMP | 2 | EA | 30 | 60 | $4,080 | $4,000 | $8,000 | $12,080 | |||
| NEW | AUTOCLAVE HOLDING TANK | 2m dia x 2.5m | 1 | EA | 40 | 40 | $2,720 | $6,500 | $6,500 | $9,220 | ||
| NEW | AUTOCLAVE HOLDING TANK AGITATOR | 1 | EA | 40 | 40 | $2,720 | $5,000 | $5,000 | $7,720 | |||
| NEW | AUTOCLAVE CHARGE PUMP | 2 | EA | 40 | 80 | $5,440 | $5,000 | $10,000 | $15,440 | |||
| NEW | BATCH LEACH AUTOCLAVE | 1m dia x 1.5m | 1 | EA | 80 | 80 | $5,440 | $60,000 | $60,000 | $65,440 | ||
| NEW | BATCH LEACH AUTOCLAVE AGITATOR | 1 | EA | 40 | 40 | $2,720 | $25,000 | $25,000 | $27,720 | |||
| NEW | FILTER FEED TANK | 2m dia x 2.5m | 1 | EA | 40 | 40 | $2,720 | $6,500 | $6,500 | $9,220 | ||
| NEW | FILTER FEED TANK AGITATOR | 1 | EA | 40 | 40 | $2,720 | $5,000 | $5,000 | $7,720 | |||
| NEW | FILTER FEED PUMP | 2 | EA | 40 | 80 | $5,440 | $8,000 | $16,000 | $21,440 | |||
| NEW | PGM FILTER | 1 | EA | 50 | 50 | $3,400 | $50,000 | $50,000 | $53,400 | |||
| NEW | TRAY DRYER | 1 | EA | 80 | 80 | $5,440 | $50,000 | $50,000 | $55,440 | |||
| NEW | PGM PRODUCT BIN | 1 | EA | 10 | 10 | $680 | $5,000 | $5,000 | $5,680 | |||
| PGM RECOVERY PIPING | 1 | LS | 4756 | 4,756 | $323,409 | $475,600.97 | $475,601 | $799,010 | ||||
| PRESSURE LEACHING ELECTRICAL/LIGHTING | 1 | LS | 2253 | 2,253 | $153,204 | $225,300.36 | $225,300 | $378,505 | ||||
| PRESSURE LEACHING INSTRUMENTATION | 1 | LS | 1462 | 1,462 | $99,416 | $146,200.24 | $146,200 | $245,616 | ||||
| 420 | SUB TOTAL PGM RECOVERY | 19,927 | $1,356,385 | $3,712,286 | $13,381 | $5,082,053 | ||||||